

1. Центробежный способ литья
Центробежный способ литья заключается в заливке металла в чугунные формы или стальные барабаны, вращающиеся вокруг горизонтальной или вертикальной оси. В результате центробежных сил металл отбрасывается к периферийной части формы, и при этом образуется пустотелая отливка, отличающаяся мелкозернистой структурой и высокой прочностью.
К преимуществам относятся:
1) Высокая производительность и качество отливок;
2) Увеличение коэффициента использования металла из-за отсутствия литников и выпаров, малых припусков на обработку резанием;
Недостатками являются:
1) Дорогое оборудование для центробежного литья;
2) Можно отливать только отливки тел вращения (типа труб);
9 Проектирование литых деталей
Правила конструирования деталей, отливок в песчаные формы, действительны и для других способов литья.
9.1 Толщина стенок и прочность стенок
Стенки литых деталей обладают неодинаковой прочностью в поперечном сечении из-за различия условий кристаллизации. Прочность максимальна в поверхностном слое, где Me вследствие повышенной скорости приобретает мелкокристаллическую структуру, и где образуются благоприятные для прочности остаточные напряжения сжатия.
Сердцевина, застывающая медленнее, имеет крупнокристаллическое строение. В ней образуются усадочные раковины и рыхлоты, т.е. увеличение толщины стенок не сопровождается пропорциональным увеличением прочности отливок.
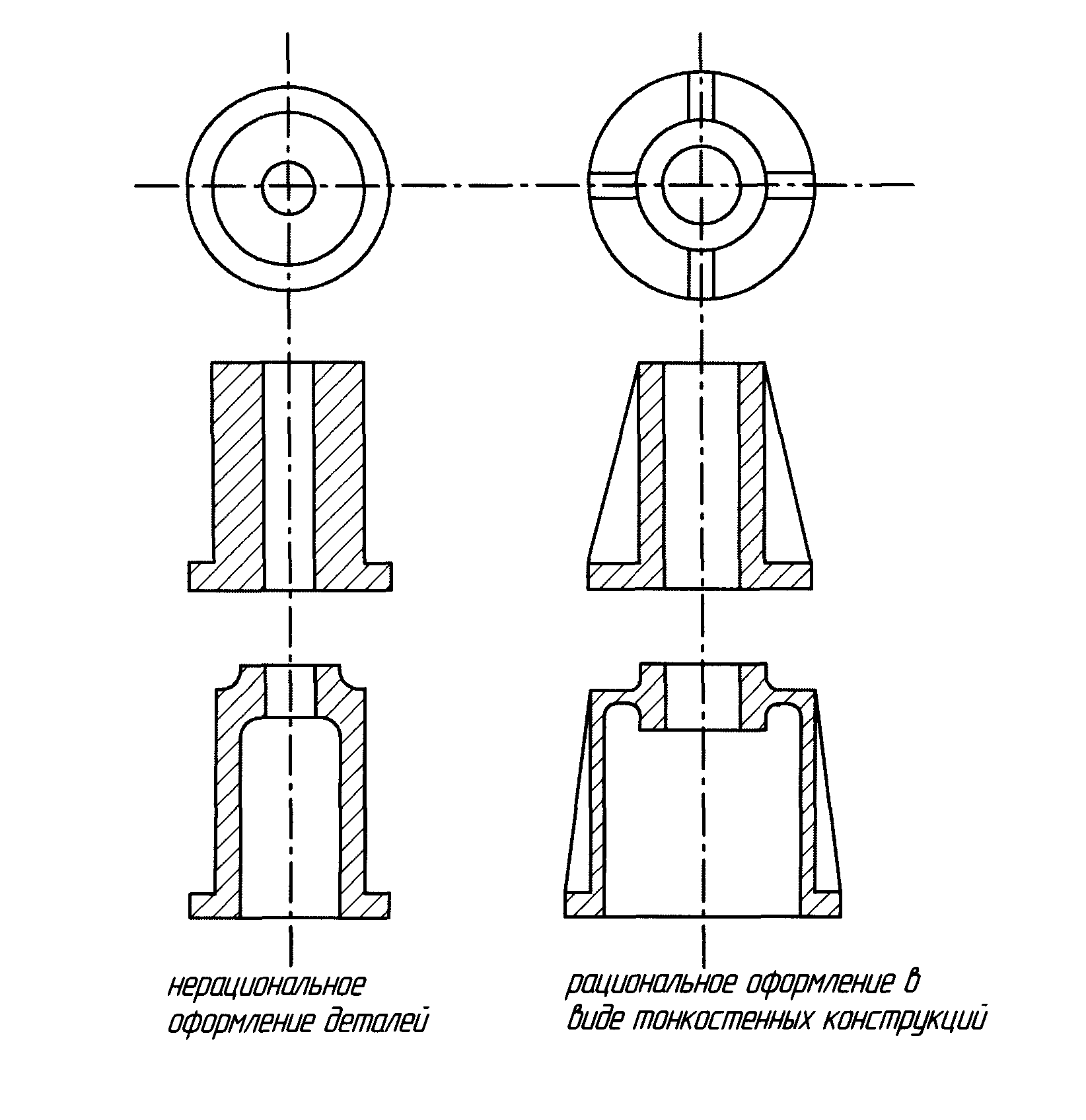
По этим причинам, а также для уменьшения массы, целесообразно выполнять стенки отливок наименьшей толщины, которая допускается условиями литья.
Необходимую жесткость и прочность обеспечивают оребрением, применением рациональных профилей, приданием детали выпуклых, сводчатых, сферических, конических и т.п. форм. Такой метод всегда приводит к получению более легких конструкций,
Механическую обработку необходимо сводить к минимуму (не только в интересах стоимости) но и по соображениям прочности (при механической обработке удаляется наиболее прочный поверхностный слой). Участки, подвергаемые механической обработке, усиливают, утолщая прилегающие стенки за счет ребер жесткости.
Примеры рационального оформления литых деталей:
16
9.2 Ребра жесткости
Для увеличения жесткости и прочности литья деталей применяется оребрение. Формы ребер:
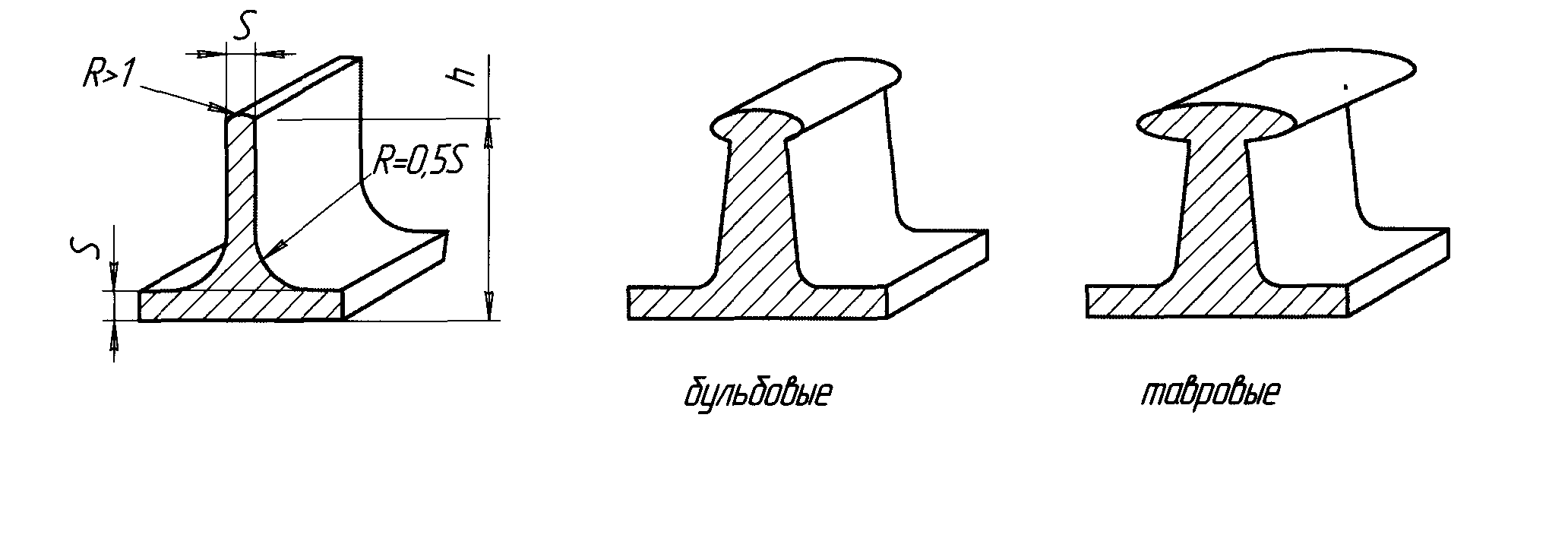
Основной размер ребра - толщина S у верхушки.
У верхушки ребер обязательны галтели радиусом не менее 1мм.
Основание ребер соединяют со стенкой галтелями R=0,5S. По прочности
целесообразнее ребра с утолщенными верхушками.
Более быстрое остывание достигается уменьшением толщины ребер. Толщину
наружных ребер делают обычно равной (0,6-0,7)8, а внутренних, учитывая ухудшенный
теплоотвод, - (0,5-0,6)8, где 8- толщина стенки. Верхние пределы для стенок 8<10мм.,
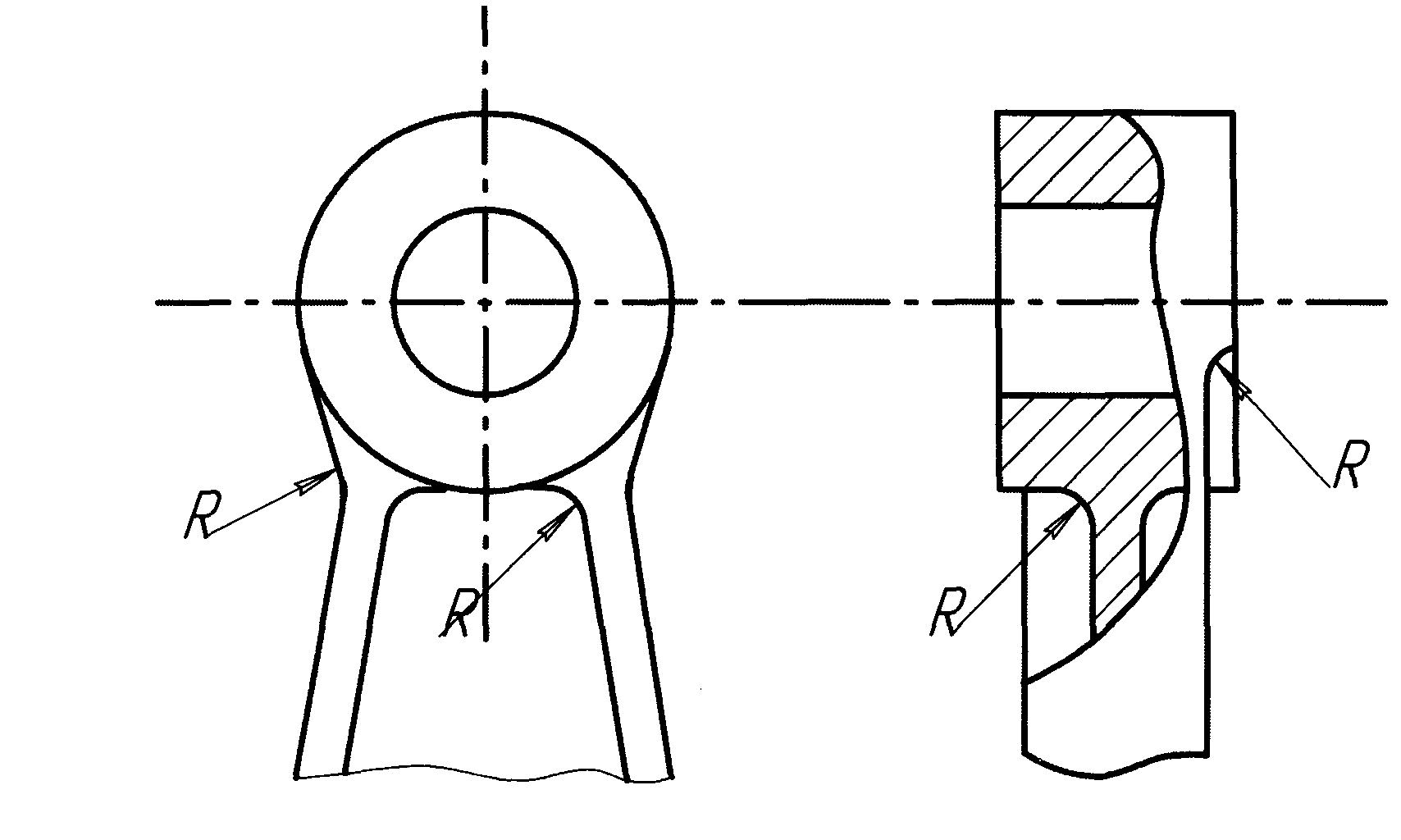
нижние пределы для стенок 8>10мм. Высота ребер (3-6)8=h Участки перехода ребер в тело детали следует выполнять радиусами R не менее 3-
6мм. К>(3-6)мм.
Толщина стенок определяется по графику зависимости минимальной толщины стенок 8 от приведенного габаритного размера детали N.
1 - стали
2 - чугуны серые
3 - бронза
4 - алюминиевые сплавы
По формуле:
N= (2L + b + h)/ 3,
где L-длина,
В - ширина,
Н - высота детали, мм.
Толщина внутренних стенок =0,85d, где d- толщина наружных стенок.
N - приведенный габаритный размер детали
. 9.3 Ранты
Внешние обводы литых деталей рекомендуется снабжать рантами с целью увеличения жесткости, повышения равномерности застывания
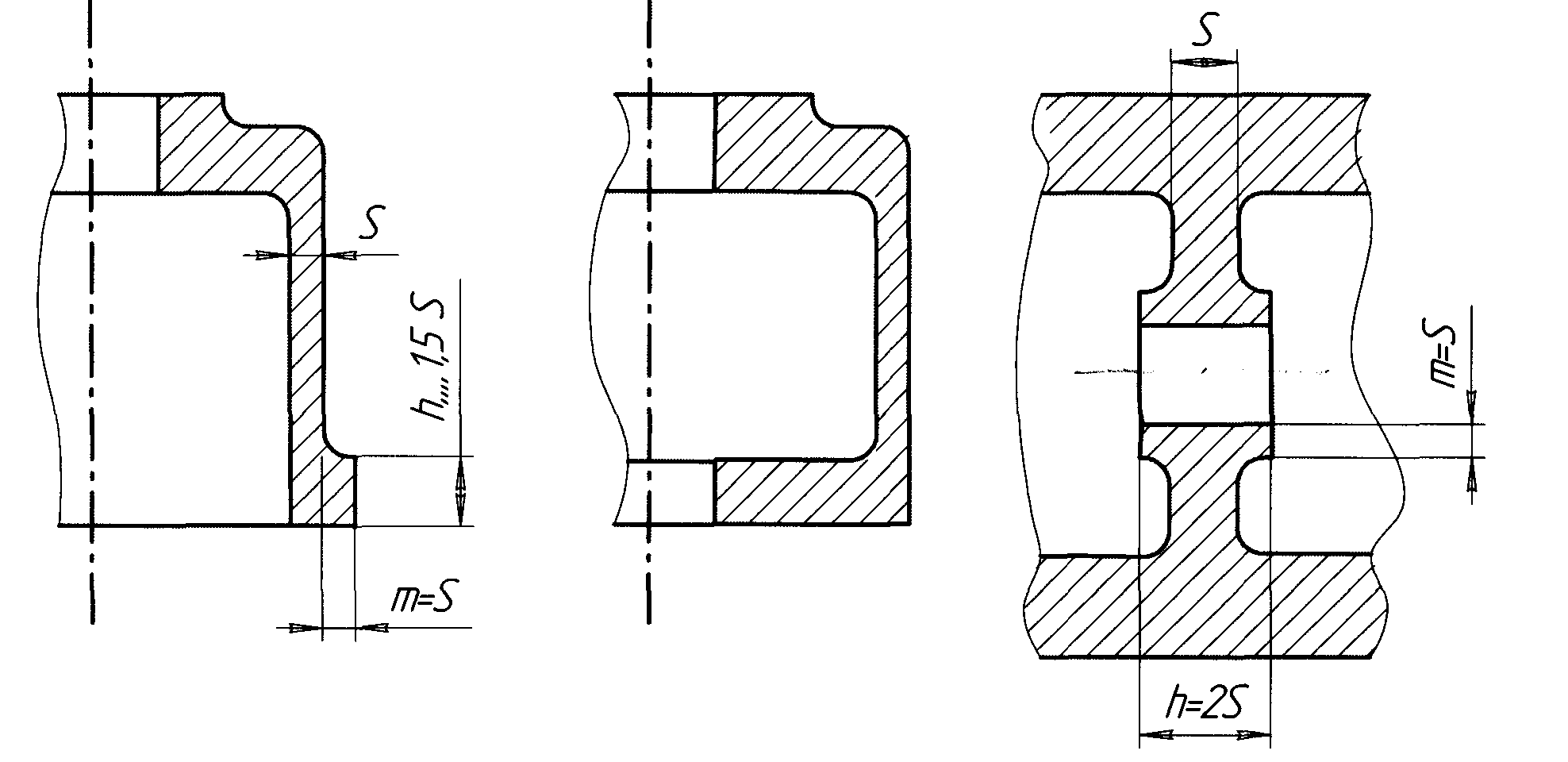
Ориентировочные размеры рантов.
Облегчающие и технологические отверстия в стенках снабжают окантовками -рантами.