

Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
«Новгородский государственный университет имени Ярослава Мудрого»
Институт электронных информационных систем
Кафедра «Проектирование и технология радиоаппаратуры»
Проектирование и технология деталей эс Дисциплина для направления 210200 и специальности 210201 Курс лекций
УДК 621.372.85 Проектирование и технология деталей ЭС: Курс лекций/ Сост. Ф.Н.Никитина ; НовГУ - Новгород, 2006 .
Изложен курс лекций по дисциплине для направления 210200 и специальности 210201.
Одобрено к изданию на заседании кафедры ПТР
Протокол № от 2006г.
Зав.кафедрой М.И.Бичурин
Новгородский государственный университет,2005
1 Литейные процессы
Сущность и преимущества получения заготовок методом литья
Литье широко применяется для изготовления фасонных деталей от мелких до самых крупных типа базовых и корпусных. С помощью литья можно получить детали самой сложной конфигурации, невыполнимые другими способами формообразования. Литейный процесс производителен и недорог.
Качество отливки зависит от технологии и конструкции детали. Для получения отливок применяют сплавы на основе меди, алюминия, титана и др. Основными операциями ТП получения отливок являются: плавка металла, заливка расплава в форму, освобождение отливки из формы после затвердения, отрезка литников, термообработка, защитные антикоррозионные покрытия и др. В настоящее время разработано много способов литья, основными из которых являются:
Литье под давлением,
Литье в металлические формы,
Центробежное литье,
Литье по выплавляемым моделям,
Литье в песчаные формы,
Литье в оболочковые формы и др.
Специальной технологической оснасткой литейных операций являются литейные формы, модели, кокили, пресс-формы и др.
Литейная форма - форма, изготовленная из жароупорного материала и предназначенная для заливки жидкого металла и получения отливок.
Отливкой называется заготовка изделия (иногда готовое изделие), полученная при заливке жидкого материала в литейную форму, в которой он затвердевает.
Литейная модель - приспособление, предназначенное для получения в литейной форме рабочей полости будущей отливки. Модель предназначена для образования внешних контуров и внутренних полостей отливки. Материалами для модели служат древесина, пластмасса, металл, гипс и др.
Опоки - приспособления, служащие для удержания формовочной земляной смеси. Простейшая опока для одноразовой заливки представляет жесткую раму, состоящую обычно из двух половин верхней и нижней, которые фиксируются и скрепляются между собой при сборке формы перед заливкой.
1.1 Литье в земляные формы
Литье в земляные формы - весьма трудоемкий процесс, требуется дополнительная механическая обработка, большие отходы и такой метод больше используется в единичном производстве. Можно отливать детали из любых сплавов , различных габаритных размеров, массы и конфигурации, для изготовления крупногабаритных
отливок. Формовку производят по деревянным или металлическим моделям в опоках набиваемых песчано-глинистыми смесями.
Одним из основных факторов, определяющих погрешности размеров при литье в земляные формы, является точность изготовления моделей. Замена деревянных моделей моделями из пенополистирола позволяет повысить производительность труда и точность изготовления отливок, т.к. отпадает необходимость в извлечении модели и, следовательно, в использовании разъемных литейных форм.
При этом стоимость модели из пенополистирола составляет в среднем около 30% стоимости деревянной модели. Модели из пенополистирола можно применять по 3-4 разг
При литье в земляные формы толщина стенок отливок цветных сплавов составляет 2,5... 120мм. для мелких деталей и 5.. .400мм для средних.
Основные операции ТП литья в песчаные формы:
1) изготовление формы;
2) заливка металла в форму;
3) выбивка отливки из формы;
4) очистка отливки;
5)отрезка литников;
7) термическая обработка;
8) защитное покрытие.
При изготовлении формы исходными материалами являются: кварцевый песок, специальные сорта глин и готовые детали форм - стержни.
Формовочную смесь, состоящую из 80-90% песка, глины и других компонентов, добавляемых в небольших количествах, тщательно перемешивают, увлажняют небольшим количеством воды и засыпают в формовочные приспособления - опоки.
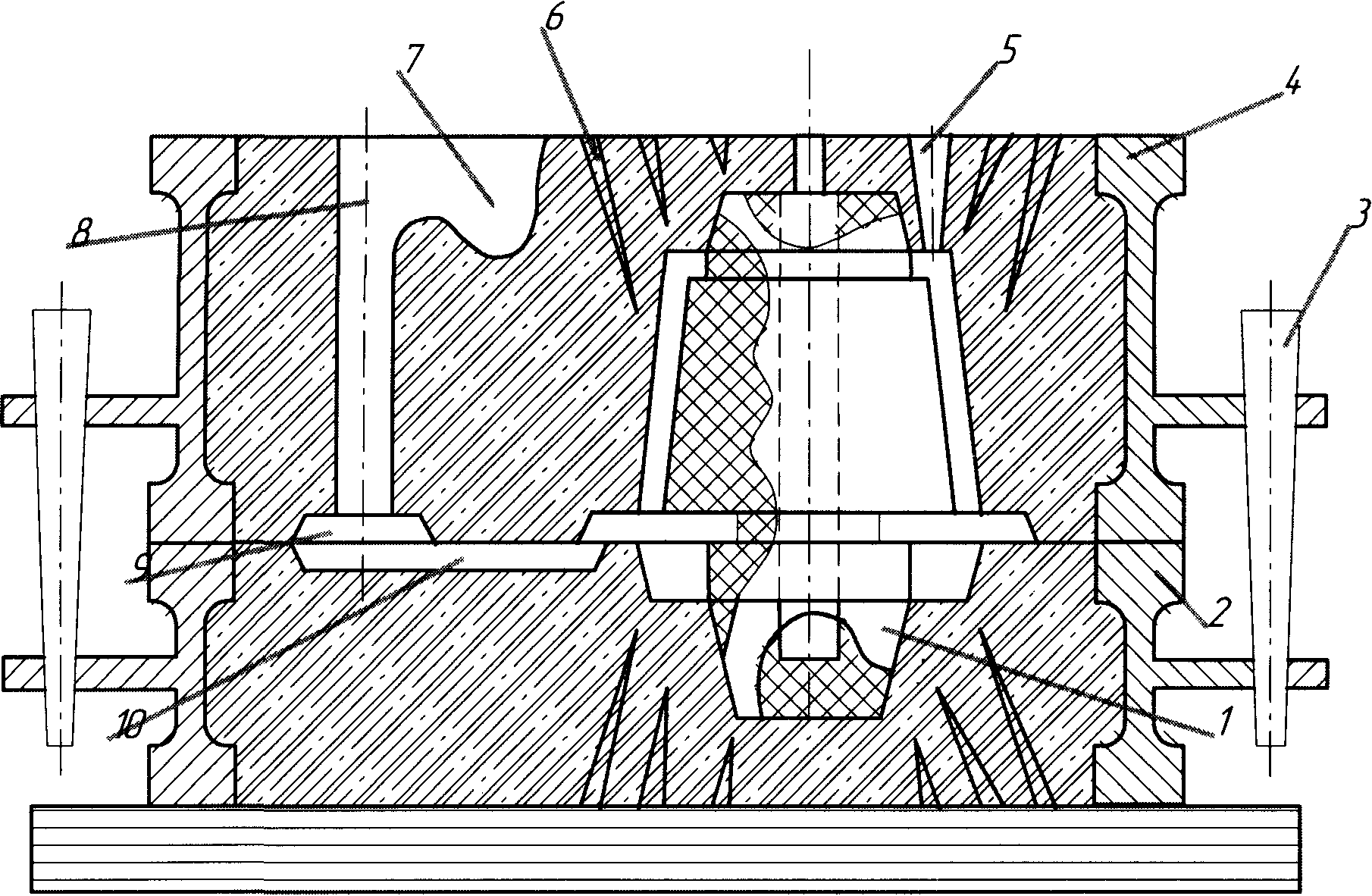
1 - стержень
2 - нижняя опока
3 - контрольный штифт
4 - верхняя опока
5 - выпор
6 - каналы
7 - литниковая чаша
8 - вертикальный стояк
9 - шлакоуловитель 10-питатель
Затем в опоку укладывают деревянную или металлическую модель изделия и засыпают формовочной смесью. Для плотного прилегания смеси к модели, ее утрамбовывают специальными вибрационными машинами и приспособлениями. Затем модель извлекают из формовочной массы и в образовавшиеся знаки на свои места укладывают стержни. Стержни представляют собой детали литейной формы, предварительно изготовленные из специальной формовочной массы и применя емые для образования внутренних поверхностей отливки.
Модели служат для образования внешних контуров отливки в форме. Они могу быть из дерева или металла, пластмассы, гипса в зависимости от серийности. Деревянная модель -150-200 формовок, алюминий-5000 и более. Модель выполняют с учетом припусков на механическую обработку и усадку металла, т.е. они больше по размерам, чем отливка или деталь.
Для хорошего извлечения модели из формы они имеют уклоны ~ 1% и обычно бывают разъемные или составные. Для центрирования половин используют шипы. Линейная усадка в % определяется как:
р =2^-LL°*loo,
-L/n т- ' lim
где L „ - длина модели, L„ - длина отливки и колеблется от 1 до 2,5% для различных сплавов.
Модели окрашиваются по ГОСТ в красный цвет для чугуна, синий - для стали, желтый - для цветного сплава. Стержневые знаки - черный .
В зависимости от вида производства, размеров, массы отливок применяют следующие способы формовки:
1) Ручная формовка в почве;
2) Ручная формовка в опоках;
3) Машинная формовка в опоках.
Основной является машинная формовка, т.к. повышается качество, производительность, снижение себестоимости. Для машинной формовки нужно иметь:
универсальные подмодельные плиты, точные металлические модели и взаимозаменяемые опоки.
Когда все готово, пора приготовить металл, но прежде следует сказать о литейных свойствах сплавов: высокая жидкотекучесть, малая усадка, незначительная ликвация, низкая способность поглощать газы.
Жидкотекучесть - способность заполнять полость.
Усадка - уменьшение литейных размеров, с ней связаны рыхлота, коробления, раковины и трещины.
Ликвация - образование неоднородностей химического состава в различных частях отливки.
Одна из важнейших операций - заливка форм. Формы заливают из ручных или крановых ковшей. Температура заливки для серого чугуна 1250-1400 °С, стали - 1500-1600 °С, бронзы - 1150 °С, алюминий и магний - 750 °С.
Выбивка отливок из форм - после окончания процесса затвердевания и охлаждения отливки. Литейную форму разрушают, отливку извлекают из формы и освобождают от формовочных материалов.
Очистку отливки от формовочных материалов производят на вибрационных машинах, в пескоструйных аппаратах и вручную.
Отрезку элементов литейных систем (стояков, выпоров, питателей и др.) выполняют на фрезерных станках дисковыми фрезами, ленточных пилах, круглошлифовальных станках, тонкими абразивными шлифовальными кругами с вулканитовой связкой. При отливках сложной формы отрезку производят газопламенными горелками.
Термообработку проводят при температуре ниже температуры кристаллизации в целях снятия внутренних напряжений в металлах, стабилизации формы и размеров отливки.
Для защиты от коррозии необрабатываемые поверхности заготовки (отливки) подвергают защитным покрытиям:
стальные - оксидированию или цинкованию, алюминиевые и магниевые – анодированию. ТП литья в песчаные формы отличается невысокой точностью размеров (УТ 15-16) и большой шероховатостью (Rz=320мкм)
Основные недостатки:
Невысокое качество, много брака, большой расход металлов, высокая трудоемкость, плохие условия труда. Песчаная форма служит только один раз.
Достоинства:
Универсальность, разнообразие формы, габаритов и массы, невысокая стоимость.