

Требования к деталям из неметаллических материалов
1) Следует избегать острых углов,
2) Детали из гетинакса следует изготовлять вырубкой и пробивкой, а из текстолита гибкой с предварительным подогревом, вырубкой и пробивкой.
Толщину материала для изготовления деталей вырубкой и пробивкой следует выбирать по таблице.
Таблица 6
Материал |
Вырубка по контуру |
Пробивка внутренних элементов |
Толщина материала, мм |
||
Гетинакс |
1,0 |
1,0 |
Текстолит |
1,5 |
2,0 |
Стеклотекстолит |
1,0 |
1,0 |
Примечание: при использовании материалов большой толщины следует применять предварительный подогрев.
3) Детали из неметаллического материала обладают естественной усадкой, величина которой приведена в табл.8 см. РД
4) Величина усадки при штамповке слюды целлулоида, картона, фетра, бумаги и других материалов на основе асбеста и резины не велика и не учитывается.
5) При вырубке наружнего контура допуски на изготовляемые детали превышает действительные величины естественной усадки и поэтому в практике не учитывается.
6) Минимальный радиус сопряжения углов наружного и внутреннего контура детали следует назначать по таблице 9 РД... .
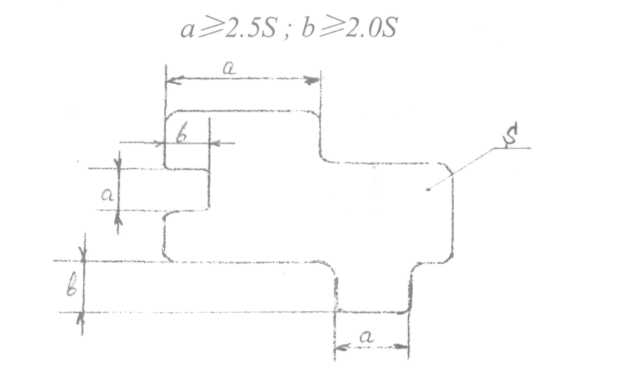
Рисунок 29 - Размеры выступов и пазов.
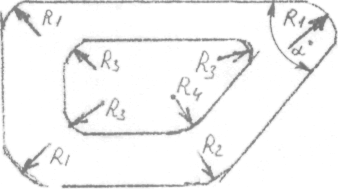
Рисунок 30
R1=0.35S ; R2=0.5S
R3=1.2S ; R4=0.8S (для стеклотекстолита)
7) Расстояние между кромками отверстий кромкой отверстия и краем детали следует определять по формулам:
для гетинакса: l 2.0S
l1 3S
для текстолита: l S
l1 1.5S
для стеклотекстолита: l 1.2S
l1 2S
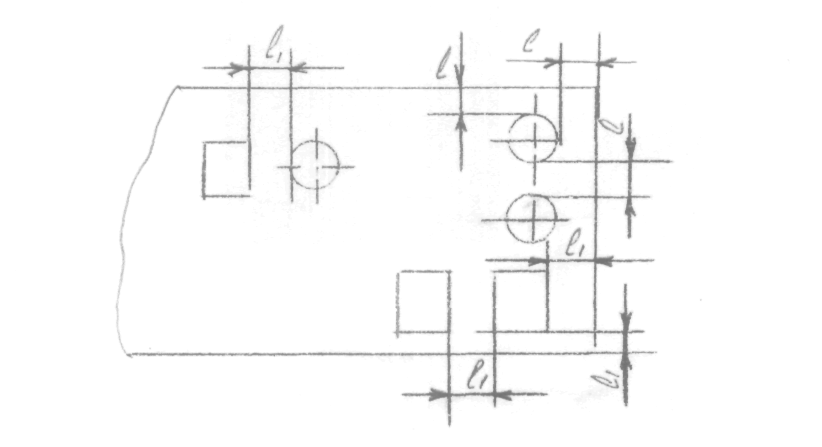
Рисунок 31
8) Минимальные размеры пробивных отверстий следует назначать по
табл. 10РЧ.091 121-79.
9) Требования к качеству поверхности деталей из пластмасс по
ОСТ4.054.046-79.
Требования к деталям из металлических материалов фасонного
типа
1) все требования относятся к деталям из металлического материала ( из требований к плоским деталям),
т.е R1> =0.5S R2>=0.25S R3>=0.6S и т.д.
2) расстояние от центра отверстия до полки следует определять по формуле:
L>= 0.5D+R+2S

Рисунок 32
Минимальное расстояние от полки до паза или скоса по формуле:
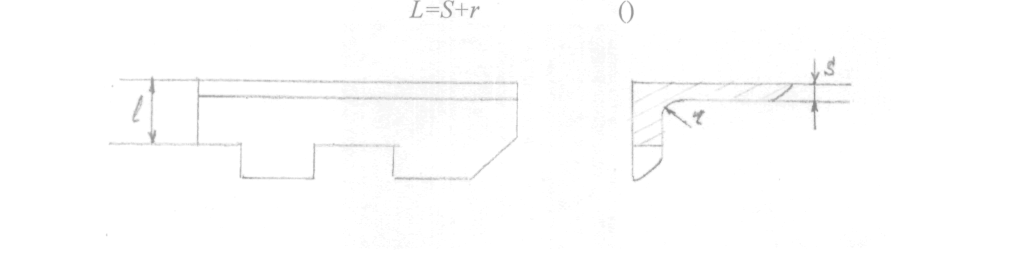
Рисунок 33
ТРЕБОВАНИЯ К КОНСТРУКЦИИ ИЗОГНУТЫХ
ДЕТАЛЕЙ
Требование к деталям из металлического материала
1)Форма изогнутой детали должна быть простой, образованной линиями с наименьшим количеством изгибов и т.д. см. Р 4.091.121-79
2) Линия изгиба должна быть перпендикулярна направлению проката.
3) Радиусы гибки следует назначать для материалов с S
до 1,5 мм -г≥s
свыше 1,5мм - г > 2s
4) Полки и радиусы сопряжения следует располагать симметрично относительно оси детали. Симметричные радиусы сопряжений должны быть равны между собой.

Рисунок 34
5)У деталей цилиндрической формы радиус гибки должен быть не менее двадцати толщин S
6) У деталей типа « скоб» размер В должен быть не менее семи толщин материала S.

Рисунок 35
7) Для увеличения жесткости и повышения точности угловых размеров деталей следует применять рифты, расположенные поперек линии изгиба, форма и размеры которых определяется конструкцией детали. Расстояние от края детали до формируемого рифта 1 должно быть не менее десяти S.
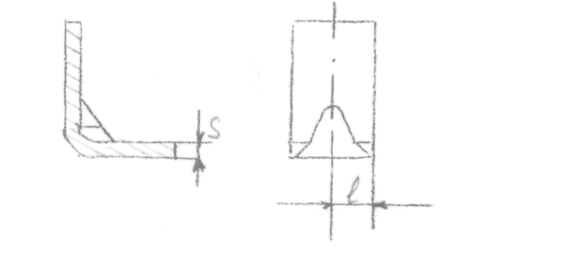
Рисунок 36
8) высоту отгибаемой полки по формуле
B≥3S+R
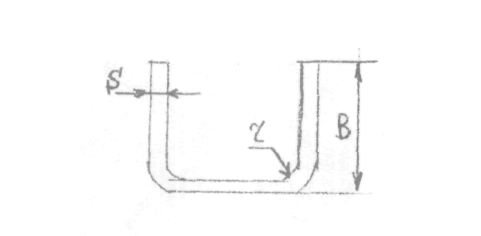
Рисунок 37
9) Следует избегать в деталях сочетаний высоких и низких полок. Высоту меньшей рассчитывать по формуле
B≥3S+R
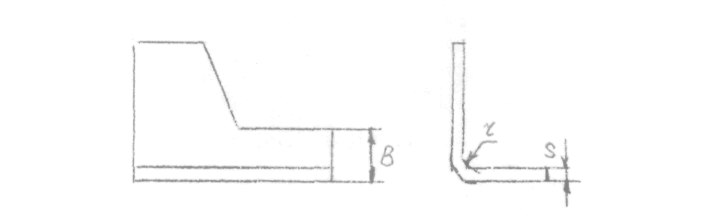
Рисунок 38
10) Минимальное расстояние от центра отверстия до полки
l=3s+r+0,5d

Рисунок 39
11) для получения полки, расположенных на уровне с кромкой детали, необходимо делить пазы, длина которой должна быть равна l=s+r. Ширину паза b следует назначать по таблице 5
12) При отгибке выступа линия изгиба должна быть перенесена на величину не менее радиуса гибки (l=s+r)
Требования к деталям из трубки, фасонного профиля, проволоки и полос;
Требования к конструкции полых деталей, изготовленных вытяжкой;