

2.4. Электрошлаковые установки
Использование явления разогрева расплава соединений шлака до 2000–2300 К проходящим по нему током легло в основу процессов электрошлакового переплава (ЭШП) и электрошлаковой сварки (ЭШС). Эти процессы разработаны в институте электросварки им. Е. О. Патона АН УССР и в значительной мере усилиями этого института распространены во многих странах.
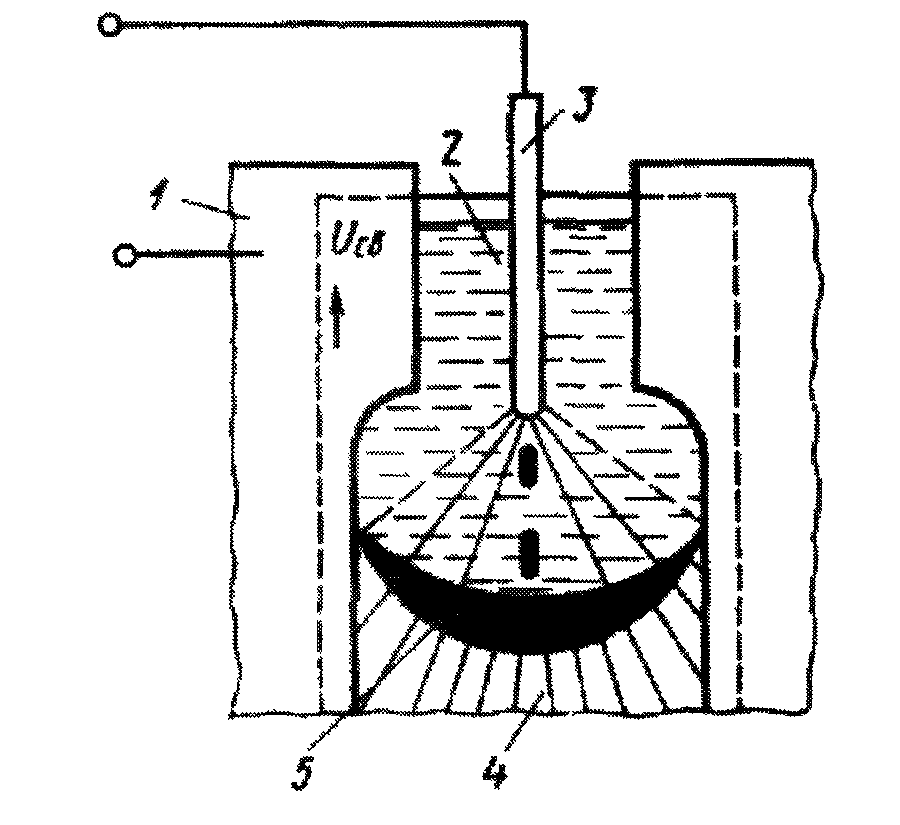
Сущность ЭШП состоит в следующем (рис. 2.12). Расходуемый электрод из переплавляемого металла погружается в слой электропроводного шлака 2, находящегося в водоохлаждаемом кристаллизаторе 3, закрытом водоохлаждаемым поддоном 4. Электрический ток протекает между электродом и поддоном через шлак, который имеет высокое электрическое сопротивление и интенсивно разогревается. Находящийся в расплаве шлака торец электрода расплавляется и капли металла, стекающие с электрода, проходят через шлак, где дополнительно разогреваются, очищаются от нежелательных примесей и собираются на дне кристаллизатора в виде слитка. В результате отвода теплоты в поддон и стенки кристаллизатора скапливающийся металл застывает в виде слитка 6, в верхней части которого находится ванна расплавленного металла 5. По мере оплавления электрод подается вниз. Между стенкой кристаллизатора и слитком образуется слой гарнисажа 7.
Основное назначение установок ЭШП – производство слитков из высококачественных сталей – валковых, шарикоподшипниковых, нер-жавеющих, жаропрочных. Факторы, улучшающие качество металла при обработке: химическое взаимодействие со шлаком; направленная кристаллизация слитка; формирование слитка в шлаковом гарнисаже с образованием гладкой поверхности. Электрический режим печей характеризуется наличием периодических пульсаций тока, связанных с образованием капель и переменным значением межэлектродного промежутка
От параметров и конструкции печи зависит масса и форма выплавляемого слитка. Различают одно-, двух-, трех- и многоэлектродные печи. Одно- и двухэлектродные печи выполняют по однофазной схеме, а трех- и многофазные - по одно- и трехфазной.
-

Рис. 2.12. Схема установки электрошлакового переплава
Наиболее широкое распространение имеют одноэлектродные однофазные печи (рис. 2.15 а). Трехфазные печи (рис. 2.15 б) отличаются от однофазных лучшими энергетическими показателями, но характеризуются меньшим коэффициентом заполнения кристаллизатора, что приводит к увеличению длины электрода и высоты печи.
Двухфазная бифилярная печь (рис. 2.15 в) предназначена для получения слитков прямоугольного сечения. По сравнению с обычными однофазными печами она имеет более высокий коэффициент мощности (до 0,9) и меньший удельный расход электроэнергии.
Одновременное выплавление двух слитков возможно по схеме с последовательным подключением двух печей к одному трансформатору (рис. 2.15, г). Такая схема обеспечивает высокие технико-экономические показатели вследствие бифилярности электродов и короткой сети, сокращения протяженности токопроводов и уменьшения потребной производственной площади. Некоторые параметры ЭШП приведены в табл. 2.1.
Таблица 2.1
Параметр |
ЭШП-2,5 ВГ |
ЭШП-10 Г |
ЭШП-20 ВГ |
Мощность источника питания, кВ∙А |
1600 |
2500 |
5000 |
Максимальный ток, А |
21000 |
28000 |
50000 |
|
|
Рис. 2.14. Электрические схемы печей ЭШП: а – однофазная; б– трехфазная; в – двухэлектродная однофазная; г – двухэлектродная однофазная для получения двух слитков |

Электрошлаковая сварка (ЭШС) широко используется в промышленности для соединения металлов большой толщины: стали, чугуна, меди, алюминия, титана и их сплавов. В качестве тепловыделяющего элемента здесь используются расплавленные шлаки, нагревающиеся до заданной температуры при протекании по ним переменного тока. Принципиальная схема ЭШС показана на рис. 2.15.
Электрод 3 и части свариваемого металла включаются в электрическую цепь через шлак 2, нагреваемый проходящим током выше температуры плавления свариваемого и электродного металла. В результате электродный и свариваемый металлы расплавляются и стекают на дно сварочной ванны 5, заполняя шов 4. Боковые стороны шва закрываются охлаждаемыми ползунами.
|
Рис. 2.15. Схема электрошлаковой сварки |
ЭШС осуществляется автоматами и полуавтоматами, подающими электродную проволоку и дозирующими флюс, для чего требуется соответствующая аппаратура управления. Источники питания ЭШС имеют разные внешние характеристики: от крутопадающей до жесткой, мощность 60–550 кВ∙А, вторичное напряжение 8–63 В.