

§1. Листовая штамповка.
Под листовой штамповкой понимают различные методы холодной (реже горячей) обработки металлов давлением, при которых исходная тонкостенная заготовка деформируется без значительного перераспределения площади поперечного сечения с помощью специального инструмента, определяющего форму получаемой детали, который называется штампом.
Процессы листовой штамповки: гибка, обтяжка, вытяжка, рельефная формовка.
Гибка
Гибка – образование или изменение углов между частями заготовки или придание ей кривой формы.
Применяется для изготовления деталей из листов, профилированных плит, профилей и тонкостенных труб.
Виды гибки:
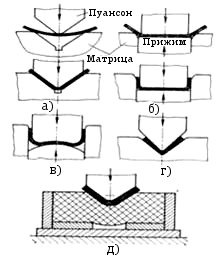
Свободная гибка - универсальным гибочным штампом.
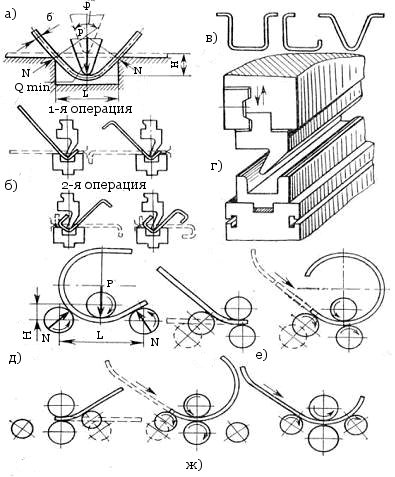
Гибка-прокатка - на универсальных валковых роликовых станках.
Рис 3.37 Схемы процессов свободной гибки специальными гибочными инструментами. |
Рис.3.38 Схемы гибки профилей обтягиванием по оправке: 1-стол, 2-сменная оправа, 3-поворотная платформа, 4-цилиндр поворота платформы, 5- заготовка, 6-цанговый зажим, 7-цилиндр растяжения заготовки. |
Обтяжка
Обтяжка - процесс формообразования деталей двойной кривизны изгибом и растяжением заготовок до полного прилегания последних к профилированной оправке.
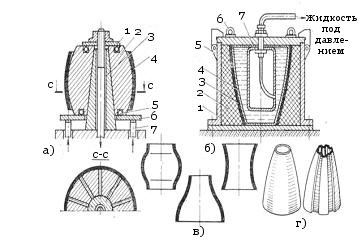
Рис. 3.39 Кольцевая обтяжка:
а) - схема обтягивания по жесткому «разжимному» пуансону:
1-плита, 2-сектор разжимного пуансона, 3-конус, 4-заготовка, 5-пружина, 6-плита, 7-колонка,
б) - схема установки для обтягивания трубчатых заготовок жидкостным пуансоном по жесткой матрице:
1-корпус матрицы, 2-матрица, 3-заготовка, 4-резиновый мешок, 5-замок, 6-рым-болт, 7-корпус пуансона,
в), г) – типовые детали, получаемые кольцевой обтяжкой.
Вытяжка
Вытяжка - процесс преобразования незакрепленной по краям плоской заготовки в полую деталь замкнутого контура.
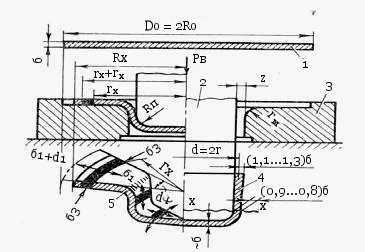
Рис.3.40 Схема вытяжки цилиндрической детали:
1-заготовка, 2-пуансон, 3-матрица, 4-деталь, полученная глубокой вытяжкой и характер изменения толщины ее стенки, 5-элемент в промежуточный момент вытяжки и его напряженное состояние
Рельефная формовка
Рельефная формовка заключается в образовании местных углублений или выпуклостей за счет растяжения и частичного перемещения материала. Возможность формовки без разрывов материала определяется величиной относительного удлинения материала в зоне наибольшей деформации. Наиболее распространенными разновидностями рельефной формовки являются штамповка ребер жесткости и выдавок (пуклевок).
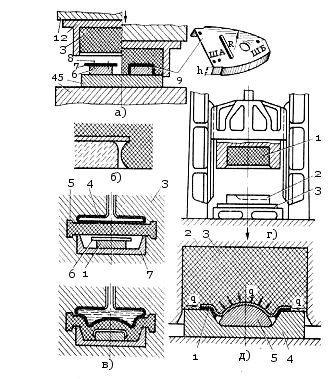
Рис. 1.51 Схемы процессов формовки резиной:
а) – формовка на плунжерном гидравлическом прессе:
1-подвижная траверса, 2-контейнер, 3-резина, 4- стол пресса, 5- выдвижная подштамповая плита, 6-формблок, 7-заготовка детали, 8-шпилька формблока для фиксирования заготовки, 9-отформованная деталь, ШО - шпилечное отверстие,
б) – затекание резины под борт высокой жесткости;
в) - формовка на гидравлическом прессе прямого действия:
1- формблок, 2-выдвижной корытообразный стол, 3-корпус пресса, 4-резиновая камера, 5-резиновая подушка, 6-заготовка;
г) – формовка резиной на листоштамповочном молоте:
1-резиновая подушка, 2-матрица, пуансон или формблок, 3-центрирующая плита;
д) – первый переход (операция) реверсивной вытяжки:
1-слой смазки, 2-контейнер, 3-резиновая подушка, 4-матрица, 5-сменный вкладыш.
Технологическая оснастка при реализации технологических процессов
Это комплекс дополнительных к оборудованию устройств для обеспечения или ускорения каких-либо операций при изготовлении изделия, а так жа для обеспечения необходимо или заданной точности
Основные элементы приспособления:
Установочные элементы
Базирующие элементы
Закреплющие элементы и утройства
Установочные элементы:
Плоскости
Установочные пальцы, и так далее
Схема 19
Важно обеспечить нормальныц контакт поверхности с пальцем О.О
Базирующие элементы:
Плоскости
Призмы
Правило единства баз
Схема 20
Установить режущий элементтв необходимое положене.
Схема21
Щуп – пластиночк, сделанная из прочног материала. ….что-то там с не делает рабочий
Установ – устанвить режущий элемент в рабочее плоожение
Чем отличается штифт от винта?
У штифта нетрезьбы. Это стержень. Он устанавливается с натягом. У винта есть зазор. Как устаноим, с такой точностью будет воспроизведено наш изделие.
Все 4 винатн е годитс – не будет необхдимо точности.
Схема 23
Линия. Нужно закрепить дтали
Прижимают детали на время обработки
Детали не соверенно одинаковые (такие сделать невозможно). Они чуть-суть отличаются. Начнем обраатывать – он отлетит и в лоб)
Нужно использовать (схема 23- красное) штырьки. Каждая деталь будет прижата.
Для сокращения затрат на изготовление приспособленй широко испоьзуется усп. (универсальное сборное приспособелне)выделяетс группа дталей, котоачя обладает общностью и для нее изготовляется комплект приспособлений.
Плюсы:
Затраты на производство(один раз купили и больше не тратимся)
Соклащается время на проектирование – LEGO
УСП. Методика проектирования. – универсальные соборочные приспособления
Каким образом проектируются?
Кнструирование свобидтся к последовательному вчерчиванию элементов приспособлния вокруг контороа изготовляемой детали. Сначала вычерчиваются опорные элементы, потом зажимные элементы и завершают в виде…
Последовательность проектирования технологических процессов изготвления деталей ла.
Изучить данные чертежа детали и техниче поверхностейские условия для ее поставки
Что начит изучить? Размеры, материал, шероховатость
Выбор или анализ заданных в чертеже типов заготовки. Надо стремиться чтобызаготовка в максилманой степени соотвествовалаформе детали. Но это требует денег.
Выбор способов и последовательностейобработки и составлене схемы технологического процесса. Основной процесс формообраования пследующий и предыдущий методобработки
Термообработки завит от материала
Разработка вариантов технологического процесса. Различные методы обработки и приспособления
Выбор наиоболее рационального варианта
Рациональный и оптимальный?
Формирование ехнологической документации в соответствии с требованием ЕСТД и ЕСКД (единая система ехнологической и конструторской документации), УСТПП
Подготовить технические задания на проектирование специальной оснастки