

Второй учебный вопрос. Производство изделий из пластмасс
Состояние полимеров. Полимеры – основа пластмacc – могут находиться в двух агрегатных состояниях: твердом – аморфном или кристаллическом и жидком – вязкотекучем. При нагреве до определенных температур они могут разлагаться.
Из термомеханической кривой видно, что аморфные полимеры при температуре Тс переходят из стеклообразного состояния в высокоэластичное и затем при температуре Тт – в вязкотекучее. Кристаллические полимеры практически не имеют зоны высоко-эластического состояния и при нагреве сразу переходят вязкотекучее состояние.
И сходя
из зависимости деформации и состояния
полимеров от температуры, пластмассы
перерабатывают в вязкотекучем,
высокоэластическом, жидком и твердом
состояниях, а также производят сварку
и склеивание.
сходя
из зависимости деформации и состояния
полимеров от температуры, пластмассы
перерабатывают в вязкотекучем,
высокоэластическом, жидком и твердом
состояниях, а также производят сварку
и склеивание.
Переработка пластмасс в вязкотекучем состоянии.
К основным способам переработки пластмасс в изделия в вязкотекучем состоянии относятся: горячее прессование, прессование листов и плит; литье под давлением, выдавливание.
Горячее прессование обычно применяют для изготовления деталей из термореактивных пластмасс с порошковыми или волокнистыми наполнителями. В исходном состоянии такие пластмассы (пресс-материалы) находятся в виде порошка, волокон, гранул или таблеток. При горячем прессовании деталей нагрев пресс-форм необходим для перевода пресс-материала в вязкотекучее состояние и последующего его отверждения (полимеризации).
Горячее прессование подразделяют на прямое и литьевое.
П рямое
прессование
осуществляется обычно в закрытых
прессформах на гидропрессах; давление
на пресс-материал 2
(рис.131, а),
размещенный в матрице 1,
передается через пуансон 3.
При этом осуществляется собственно
процесс прессования и отверждения
пластмассы. Затем пуансон 3
поднимается в исходное верхнее положение,
пресс-форма раскрывается и готовая
деталь 4
удаляется с помощью выталкивателя 5.
рямое
прессование
осуществляется обычно в закрытых
прессформах на гидропрессах; давление
на пресс-материал 2
(рис.131, а),
размещенный в матрице 1,
передается через пуансон 3.
При этом осуществляется собственно
процесс прессования и отверждения
пластмассы. Затем пуансон 3
поднимается в исходное верхнее положение,
пресс-форма раскрывается и готовая
деталь 4
удаляется с помощью выталкивателя 5.
При литьевом прессовании пресс-материал 4 (рис.131, б) загружают не в матрицу 1 пресс-формы, а в обогреваемую загрузочную камеру 3, где он переходит в вязкотекучее состояние и затем под давлением пуансона 5 перетекает через пуансон 2 в матрицу 1 пресс-формы. После выдержки, необходимой для отверждения пресс-материала, пресс-форма раскрывается при поднятии пуансона 5, загрузочной камеры 3 и пуансона 2 и деталь 6 удаляется из формы с помощью выталкивателя 7.
Литьевое прессование позволяет получать сложные по форме детали, с глубокими отверстиями и резьбой, со сложной металлической арматурой.
Литьевое прессование производится при температуре прессматериала 140...190 ºC, давлении 50...70 МПа и выдержке 0,5...1 мин на 1 мм толщины детали.
Прессование листов и плит осуществляется на многоэтажных гидравлических прессах между плитами, обычно обогреваемыми паром и охлаждаемыми водой. Исходным материалом служат пакеты листового наполнителя (бумаги, тканей, древесного шпона), пропитанного фенолформальдегидной смолой. Толщина листа (плиты) определяется количеством листов наполнителя. Так получают гетинакс, текстолит, асботекстолит, древесно-слоистый пластик, которые затем перерабатывают в детали обработкой резанием.
Литье под давлением производится на специальных автоматических литьевых машинах и применяется главным образом для переработки термопластов: полиэтилена, винипласта, полистирола, полиамидов и др .
П ерерабатываемый
термопласт в виде гранул или порошка
из бункера 7
(рис. 132) подается дозатором 8
в цилиндр 5
с электронагревателем 4.
При движении плунжера 6
доза материала перемещается в зону
нагрева, плавится и через сопло 3
поступает в полость 2
пресс-формы 1.
После выдержки в несколько секунд для
затвердевания материала (этому
способствует охлаждение пресс-формы
водой) плунжер 6
возвращается в исходное положение,
форма раскрывается и изделие с помощью
выталкивателя удаляется.
ерерабатываемый
термопласт в виде гранул или порошка
из бункера 7
(рис. 132) подается дозатором 8
в цилиндр 5
с электронагревателем 4.
При движении плунжера 6
доза материала перемещается в зону
нагрева, плавится и через сопло 3
поступает в полость 2
пресс-формы 1.
После выдержки в несколько секунд для
затвердевания материала (этому
способствует охлаждение пресс-формы
водой) плунжер 6
возвращается в исходное положение,
форма раскрывается и изделие с помощью
выталкивателя удаляется.
Литье под давлением характеризуется высокой производительностью: процесс получения изделий длится 5...20 с. Они имеют чистую поверхность, точные размеры и не требуют дополнительной механической обработки (за исключением удаления литников). Благодаря высокой текучести нагретого до температуры 150…300 ºC пластика и давлению 10...200 МПа литьем под давлением получают изделия сложной формы с различной толщиной стенок, глубокими отверстиями с резьбой, ребрами жесткости массой от нескольких граммов до 1 кг.
В ыдавливание,
или экструзия,
применяется для получения труб,
прутков и профилей различного сечения,
пленок, лент, нанесения изоляции на
провода и т. д. Выдавливание осуществляется
на специальных червячных машинах –
экструдерах (рис. 133). Гранулированный
или порошкообразный термопласт из
бункера 1
поступает в рабочий цилиндр 3,
перемещается червяком 2
в зону нагревателя 4,
переходит в вязкотекучее состояние
и затем непрерывно выдавливается через
калиброванное отверстие в головке
6.
Для образования отверстия служит
оправка 5.
Полученное изделие проходит водяную
ванну, затем в зависимости от формы и
размеров сечения сматывается либо
разрезается на куски определённой
длины.
ыдавливание,
или экструзия,
применяется для получения труб,
прутков и профилей различного сечения,
пленок, лент, нанесения изоляции на
провода и т. д. Выдавливание осуществляется
на специальных червячных машинах –
экструдерах (рис. 133). Гранулированный
или порошкообразный термопласт из
бункера 1
поступает в рабочий цилиндр 3,
перемещается червяком 2
в зону нагревателя 4,
переходит в вязкотекучее состояние
и затем непрерывно выдавливается через
калиброванное отверстие в головке
6.
Для образования отверстия служит
оправка 5.
Полученное изделие проходит водяную
ванну, затем в зависимости от формы и
размеров сечения сматывается либо
разрезается на куски определённой
длины.
Разновидностью экструзии термопластов является выдавливание листов и пленок.
Д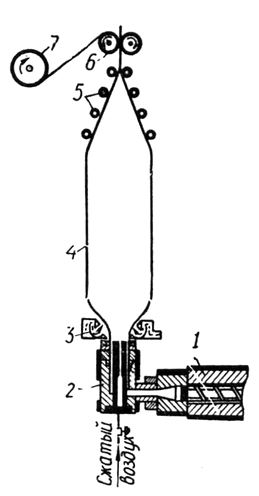 ля
получения листового материала применяют
щелевые головки шириной до 1,6 м.
Выходящее полотно проходит через валки
гладильного и тянущего устройства и
затем сматывается в рулоны.
ля
получения листового материала применяют
щелевые головки шириной до 1,6 м.
Выходящее полотно проходит через валки
гладильного и тянущего устройства и
затем сматывается в рулоны.
При производстве пленок экструдируемая труба раздувается сжатым воздухом в рукав 4 (рис. 134) определенного размера и после обжатия валками 6 наматывается в виде двойной плоской ленты на барабан 7. Толщина пленки определяется степенью раздува и вытяжки рукава и регулируется скоростью вращения валков 6. Этим способом получают пленку толщиной до 40 мкм.
Рис. 134. Схема изготовления пленки
способом раздува: 1 – экструдер;
2 – головка экструдера: 3 –
охлаждающее устройство; 4 – рукав;
5 – направляющие валики; 6 –
захватывающие валики; 7 – барабан