

16.5. Особливості розробки технологічних процесів обробки деталей на верстатах з чпк.
Підготовка програми – це відносно трудомісткий процес, який вимагає знань і технології виробництва, і характеристик устаткування, оснащеного системою програмного керування. Для складання програми необхідні такі дані:
- робоче креслення деталі і заготовки;
- величини припусків на обробку;
- опис технологічного процесу, операційні карти і карти ескізів;
- режими різання;
- типи і конструктивні параметри різальних інструментів.
Джерелами інформації також можуть бути шаблони, копіри, еталонні деталі тощо.
Для кожного верстата існує система координат, початок якої визначають відносно конструктивних елементів верстата і приймають за його „нульову точку”, від якої керуюча програма (КП) задає абсолютні переміщення робочих органів верстата. Для КП умовно прийнято, що завжди рухається інструмент. У загальному випадку КП задає траєкторію руху центра інструмента по еквідистанті, що є геометричним місцем точок, рівновіддалених від контуру деталі. Центром інструмента вважають його вершину (різець, свердло) чи геометричну точку (центр дуги кола при вершині різця, центр торця фрези, зенкера, мітчика тощо). Траєкторія руху центра інструмента складається з окремих елементів (відрізки прямих, дуги кіл тощо), точки стикування яких називають опорними точками.
Процес підготовки програми складається з окремих етапів, які виконують у певній послідовності. одна і та ж програма може бути оформлена в різному виді - в залежності від характеру приводу переміщення столів, супортів і інших робочих органів.
У загальному випадку розробка програми для верстатів з ЧПК включає такі стадії.
1. Вибирають на заготовці точку О, яка займає якесь певне положення відносно абсолютного початку координат і служитиме надалі відносним початком координат. За цю точку потрібно приймати одну з нерухомих точок верстата. При встановленні і закріпленні заготовки на столі або в пристрої координати х0 і у0 повинні бути точно дотримані.
2. Намічають траєкторію відносного руху інструмента і заготовки. В одних випадках доцільно визначити траєкторію руху різальної кромки інструмента (рис. 16.4, а), в інших - центра чи осі інструмента (рис. 16.4, б).
|
|
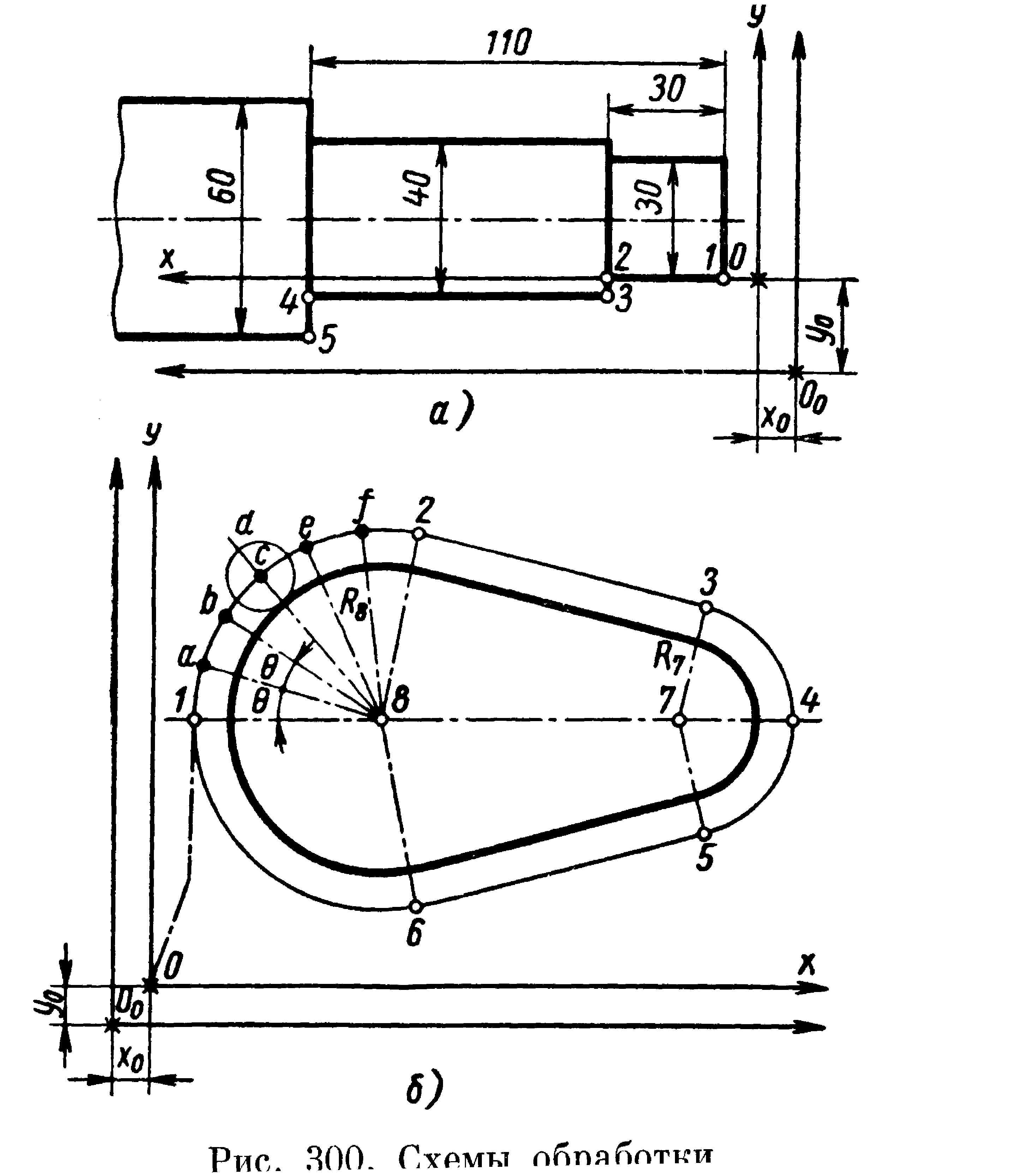
Рис. 16.4. Схеми обробки прямолінійного і криволінійного контурів деталей
3. Розбивають контур виробу чи траєкторію відносного руху інструмента на складові геометричні ділянки. Точки переходу від однієї ділянки до іншої, вершини кутів, центри дуг кіл називають опорними точками (на рис.16.4, а) вони позначені цифрами 1, 2, 3 тощо). При обробці складних контурів наведена вище кількість опорних точок може виявитися недостатнім; воно залежить від характеру і ступеня точності обробки.
Розглянемо це на прикладі.
У процесі обробки контуру виробу, зображеного на рис. 16.4, а, одночасно переміщається тільки один супорт: поздовжній – на ділянках 1-2 і 3-4, поперечний – на ділянках 2-3 і 4-5. У подібних випадках, коли лінія контуру збігається з напрямом осей координат, прийнята кількість точок є цілком достатньою.
Складніше обстоїть справа з криволінійними контурами або прямолінійними, напрям яких не збігається з напрямом осей координат (рис. 16.4, б). На таких ділянках потрібно узгодити поздовжнє і поперечне переміщення. Наприклад, фреза, що почала обробку в опорній точці 1, повинна прийти в опорну точку 2, зробивши шлях по дузі 1-2 кола радіусом R8, описаної з точки 8. У цьому випадку траєкторія розбивається на ряд невеликих ділянок (1-а, а-b, b-с тощо), у межах яких криволінійний профіль з достатньою точністю може бути замінений або прямою лінією, або параболою, що проходить через три сусідні крапки. Чим більше проміжних крапок (а, b, с, ...) прийнято, тим точніше буде оброблено контур.
4. Наступною стадією підготовки програми є розрахунок координат всіх опорних і проміжних точок. За початок координат приймають точку О. Розрахунок нескладних контурів (рис. 16.4, а) є доволі простим, тоді як для складніших траєкторій (рис. 16.4, б) застосовують обчислювальні пристрої, яким задають рівняння прямолінійних або криволінійних ділянок траєкторії.
Для систем програмного керування з кроковим двигуном форма замість розрахунків координат визначають величину хода супорта. Знаючи ціну імпульса, знаходять частоту імпульсів, тобто їх кількість, які необхідно задати для виконання заданого переміщення.
Всі отримані дані заносять в операційну карту, форма якої залежить від типу верстата.