

21.1 Дифференциация и концентрация операций технол.Процесса.
Дифференциация технологического процесса заключается в том, что процесс разбивается на части выполняемые на различных рабочих позициях автомата или АЛ. Через которые последовательно проходит обрабатываемая заготовка. Все рабочие позиции начинают работать одновременно. Концентрация определяется количеством одновременно выполняемых технологических переходов, дифференцированных по рабочим позициям одной рабочей машиной или АЛ.
Технологическая производительность: Ko = 1/(Tp1+Tp2)
Tp1,Tp2-время обработки поверхности
Все многопозиционные и поточные машины подразделяются на машины:
последовательного действия
параллельного действия
последовательно-параллельного действия
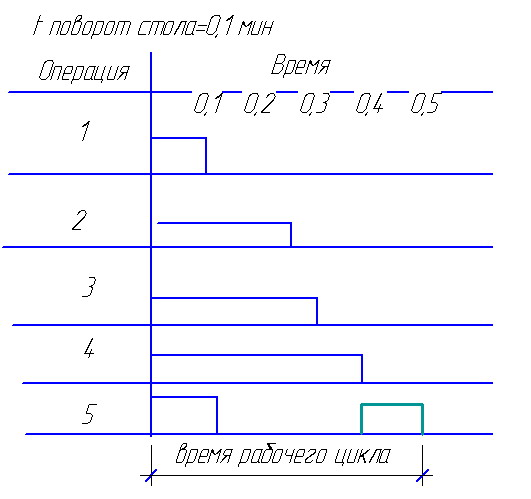
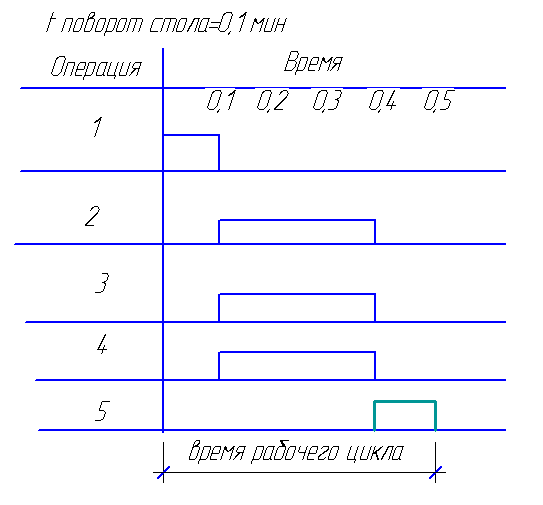
21.2 Машины последовательного действия(агрегатирование)
П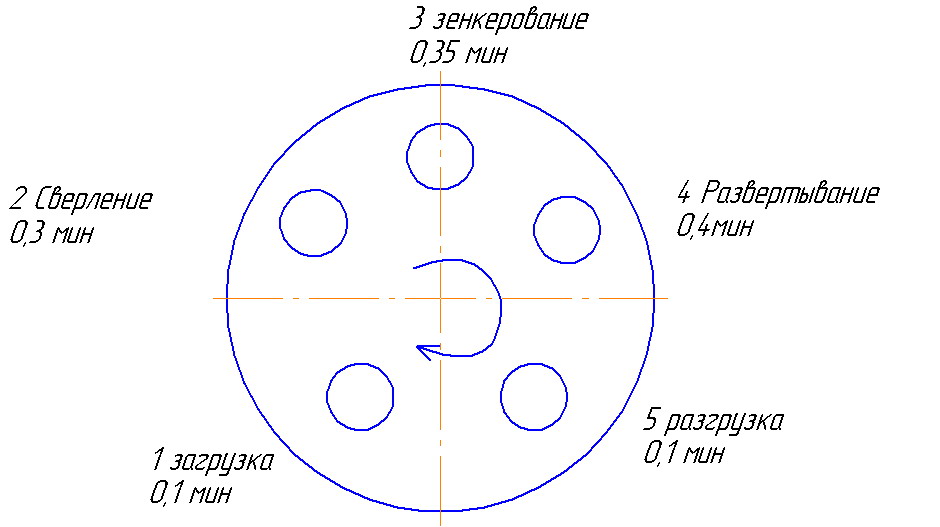 оследовательное
агрегатирование применяется для сложных
трудоёмких работ требующих последовательной
обработки различными инструментами.
оследовательное
агрегатирование применяется для сложных
трудоёмких работ требующих последовательной
обработки различными инструментами.
Qц = 1/время раб.цикла. Раб.цикл = самая долгая операция + поворот стола
22 Машины параллельного действия(агрегатирование)
Данные машины исп-ся для вып-ия процессов или операций для которых дифференциация по позициям не эффективна и не целесообразна.
Например: вытяжка колпачка
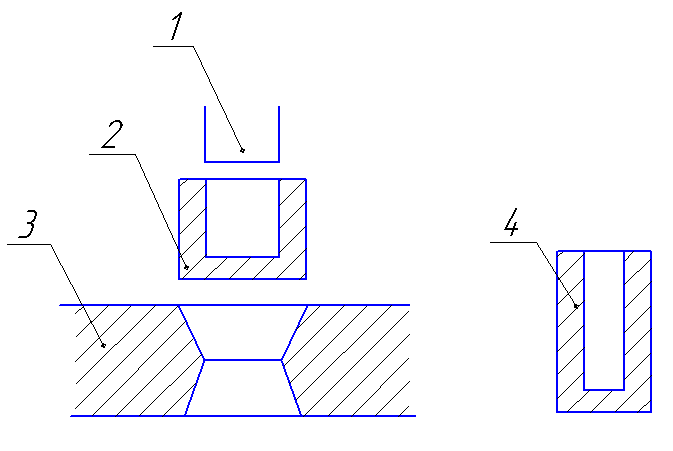
1 – пуансон
2 – заготовка колпочка
3 – матрица
4 – деталь(колпачок)
Все переходы совершаются одновременно.
Автоматы могут иметь след.компановку:
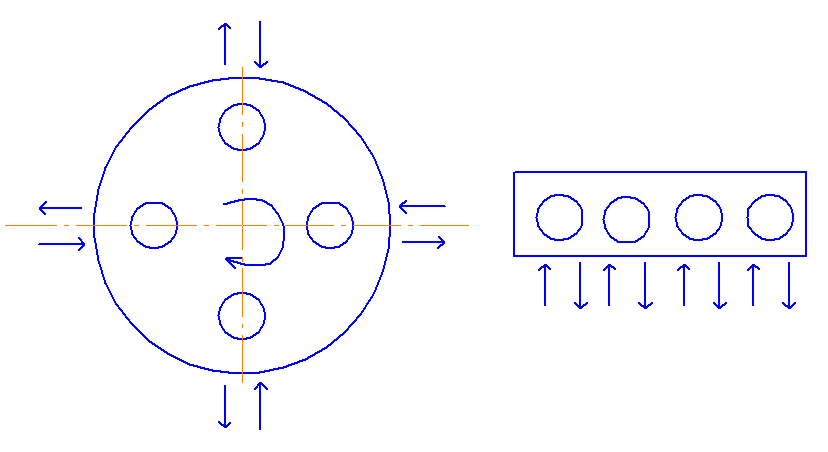
Qц = 4/Tp – цикловая производительность
23 Машины параллельно-последовательного действия (агрегатирования)
Машины, работающие по этому принципу или схеме, состоит из p параллельных потоков с q последовательно рабочими позициями для каждого потока

p=3 
q=4 
Часто на производстве используют АЛ параллельно-последовательного агрегатирования по
2-м вариантам:
1. Линии из автоматов параллельного действия, соединённые последовательно

p=10
q=3
2. Линии из многошпиндельных автоматов последовательного действия, соединённых параллельно

p=3
q=6
К важнейшим технологическим методам повышения производительности линии относятся:
- многоинструментальная обработка в одной позиции
- многопозиционная обработка (дифференциация)
- многопоточная обработка (p>1)
- интенсификация режимов резания путём увеличения скорости, подачи и т.п.
24 Надёжность, работоспособность, отказы систем (элементов)
Надёжность – свойства объекта выполнять заданные функции, сохраняя во времени значения установленных эксплуатационных показателей при соответствующих значениях использования.
Качественных стороны надёжности:
- безотказность
- ремонтопригодность
- долговечность
Работоспособное состояние – состояние, при котором он способен выполнять заданные функции.
Переход объекта из работоспособного состояния в неработоспособное состояние называется отказом.
Отказы бывают:
- отказ функционирования - связаны с неисправностью элементов объекта (поломки)
- параметрический отказ – приводит к выходу параметров (характеристик объекта) за допустимые пределы
Для качественной оценки надёжности используется две категории показателей:
Частные показатели, оценивающие одну из сторон надёжности
Комплексные, оценивающие несколько сторон надёжности