

64 Гибкие производственные системы (гпс). Преимущества гпс
ГПС – это совокупность оборудования с ЧПУ, РТК, ГПМ, отдельных единиц оборудования с ЧПУ и системы обеспечения их функционирования в автоматическом или автоматизированном режиме, обладающее свойствами программируемой переналадки при производстве деталей или изделий произвольной номенклатуры в пределах технологического назначения и установленных характеристик.
Система обеспечения ГПС в автоматизированном режиме включает в себя:
1) автоматизируемую транспортно-складскую систему
2) автоматизированную систему инструментального обеспечения
3) автоматизированную систему управления
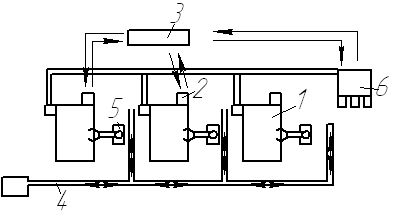
Станки с ЧПУ
Пульты ЧПУ
Центральный компьютер
Транспортно-складская система
Промышленные роботы
Система обеспечения инструментов.
Преимущества ГПС:
1) сокращение сроков освоения продукции и поставки продукции потребителю, что особенно важно в связи с ростом быстросменяемости продукции
Изменение конструкции изделия могут быть реализованы в кратчайшие сроки. Имеется возможность вносить изменения в конструкцию по ходу производства, чтобы обеспечить удовлетворения производства.
2) Повышение гибкости производства, а также сокращение экономического размера партии до минимума. Переналадку осуществляют практически только при переходе на обработку другой группы деталей, и не делают при переходе с обработки одной детали на другую внутри группы.
3) При полностью гибком производстве предполагается возможность обработки различных деталей без остановок станка на переналадке.
4) Улучшение управления производством по всем цехам и современное удовлетворение условиям, складывающимся на сборке.
5) Интеграция управления на базе ЭВМ позволяет лучше управлять технологией, следить за работой оборудования, за временем прохождения и местом нахождения каждого компонента. Интеграция управления обеспечивает прохождение операции по всем работам, сокращает объем всякой бумажной работы, повышает дисциплину плана и графика производства, возможность модернизации и обновления заводов на базе новейших технологий и техники, без остановки производства и при меньших затратах.