

60 Классификация автоматических линий (ал)
АЛ – это система станков расположенных по ходу технологического процесса, для автоматического преобразования заготовки в готовую деталь, по средствам выполнения различных технологических сборочных, контрольных и других операций с автоматическим перемещением обрабатываемой детали от станка к станку, перезакреплением и перебазированием непосредственно в приспособлениях спутниках.
АЛ классифицируют:
1) по принципу работы
- синхронные (с жесткой связью)
- несинхронные (с гибкой связью)
В синхронных АЛ заготовки во время обработки непосредственно передаются от 1го станка без транспортировки, магазинов, накопителей или бункеров, к 2му станку.
Несинхронные состоят из станков, каждый из которых оснащен бункером (магазином) для хранения деталей, а также присутствует автоматическое загрузочное устройство.
2) по характеру установки обрабатываемой заготовки:
- в приспособлении
- на спутниках
Установка деталей на спутнике используется для тех деталей, которые неприспособленны для перемещения по линии. Для обработки на АЛ сложные детали устанавливаются в специальные приспособления спутники, которые перемещаются вместе с деталями от позиции к позиции.
3) по расположению транспортных устройств
- со сквозным расположением
- с несквозным (выносным положением)
Сквозной транспорт является простой, поэтому линии с таким расположением транспортных устройств получили наибольшее распространение.
Линии с несквозным проектируются в случае, если конструкция станков не позволяет осуществить сквозную транспортировку детали. Недостатком таких транспортных решений является их сложность и необходимость иметь на каждой позиции свое загрузочно-разгрузочное устройство.
4) по характеру движения заготовки:
- однопоточные
- многопоточные
- с разветвляющимся потоком
5) по технологическому назначении.
- линии для выполнения одного вида операций
- линии для выполнения нескольких видов операций
6) по типу применяемого технологического оборудования:
- из универсальных станков
- из агрегатных станков
- из специализированных станков
-из специальных станков
61 Транспортные механизмы ал с жесткой связью. Шаговые транспортеры с собачками, с флажками, рейнерные и др.
Транспортные устройства (ТУ) предназначены для передачи обрабатываемой детали с одной позиции линии на другую.
ТУ по принципу работы:
- циклического действия
- непрерывного действия
Транспортеры первой группы являются преобладающими и получили широкое применение. ТУ циклического действия подразделяются на 2 подгруппы
1) с жесткой связью
2) с гибкой связью.
К ТУ с жесткой связью относится шаговый транспортер.
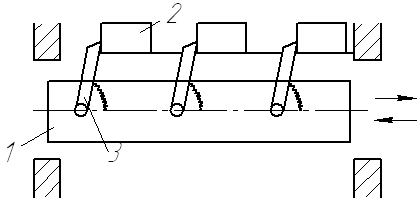 Шаговый
транспортер с подпружиненными собачками.
Шаговый
транспортер с подпружиненными собачками.
1) штанга
2) деталь
3) собачки
Совершает возвратно-поступательные действия от гидравлического или пневматического привода.
Скорость движения штанги вперед существенно меньше, чем назад.
Преимущество – простота конструкции привода, транспорта.
Недостатки – низкая точность позиционирования детали.
Ш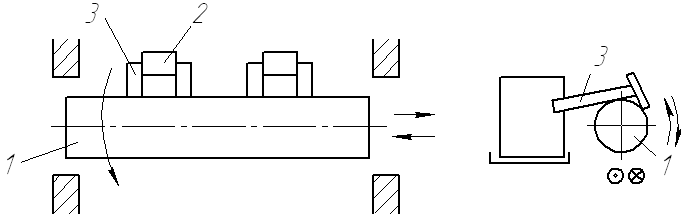 аговый
транспортер с флажками.
аговый
транспортер с флажками.
1) штанга
2) деталь
3) флажки
Преимущество – высокая точность позиционирования по сравнению с транспортером с собачкой.
Недостатки – более сложная конструкция
Рейнерный шаговый транспортер.
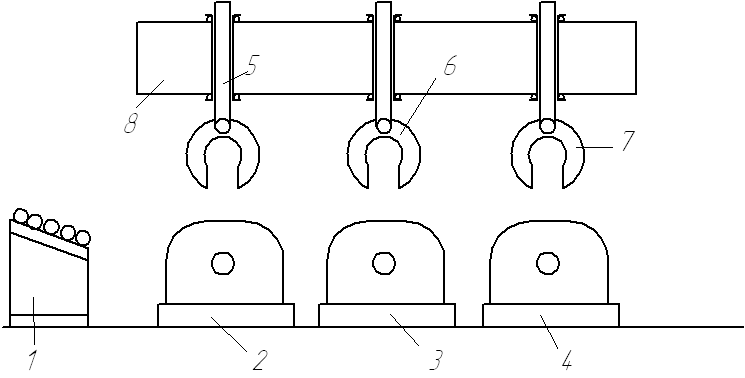
1) накопительное устройство
2,3,4) станки
5,6,7) рейнеры
8) направляющая
Преимущество – экономия производственной площадки
Недостатки – сложность конструкции