

58 Условия автоматической собираемости изделий
Возможность осуществления автоматической сборки зависит от ряда факторов:
- точность пространственного ориентирования сопрягаемых поверхностей двух соединяемых деталей перед их сопряжением. Если элементы сборочного механизма спроектированы неправильно или имеют большую погрешность, то сопрягаемые детали могут несовместиться по сопрягаемым контурам и сборка не произойдет.
Относительное координирование собираемых изделий – это процесс совмещения осей или центров сопрягаемых контуров.
Относительное ориентирование – это процесс совмещения контуров сопрягаемых поверхностей при их относительном развертывании плоскости перпендикулярной направлению их соединения.
Суммарная погрешность относительного положения центров зависит от выбранной схемы базирования, точности детали и других факторов.
Сопряжение 2х деталей будет возможно тогда, когда суммарная погрешность будет меньше допускаемого смещения контуров. Если это условие не выполняется, то сопряжение поверхностей деталей может не произойти, а следовательно и снизится надежность работы сборочного автомата и может произойти поломка отдельных его элементов контуров их поворотов.
59 Методы достижения точности при автоматизированной сборке
Точность сборки – это свойство процесса сборки изделия обеспечивать соответствие значений параметров изделия заданным конструкторским документациям, т.е. сборка должна обеспечивать правильные взаимные расположения деталей изделия в пределах заданной точности.
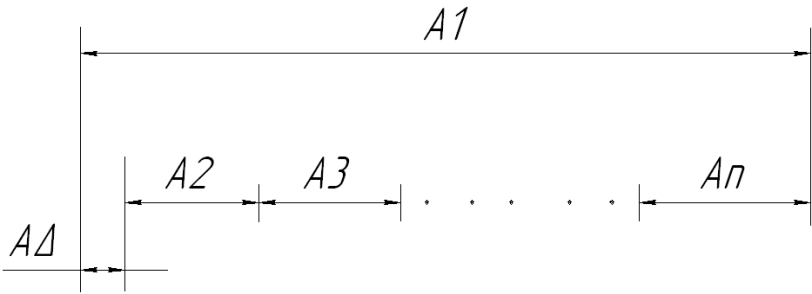
Точность сборки характеризуется значением размеров замыкающего звена размерной цепи.

 -передаточное
отношение
-передаточное
отношение
Для достижения точности замыкающего звена применяют следующие виды сборки:
1) сборка полной взаимозаменяемости. При таком методе требуемая точность замыкающего звена и качества сборки обеспечиваются непосредственным соединением собираемой детали без пригонки, регулирования, подгона и т.д.
- Упрощается автоматизация поточной линии.
- Упрощается изготовление запасных деталей и ремонт машин, которые находятся в эксплуатации.
Недостатки: допуски составляющих звеньев получаются меньше, чем при остальных методах сборки, особенно у изделий с многозвенными размерными цепями и высокой точностью замыкающего звена.
Данный метод применяется при небольшом числе звеньев размерной цепи и наиболее полно отвечает требованиям автоматической сборки.
2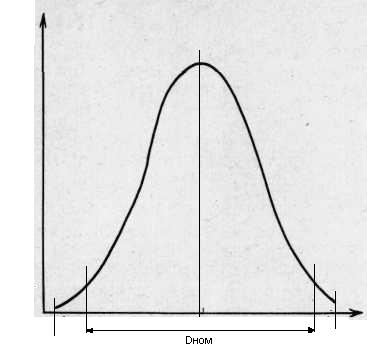 )
сборка неполной взаимозаменяемости.
При этом методе сборка деталей
осуществляется без их пригонки, подбора
или регулирования, но при этом точность
замыкающего звена достигается не у всех
собираемых изделий.
)
сборка неполной взаимозаменяемости.
При этом методе сборка деталей
осуществляется без их пригонки, подбора
или регулирования, но при этом точность
замыкающего звена достигается не у всех
собираемых изделий.
В основу этого метода положен вероятностный метод расчета размерных цепей, основанный на том, что при сборке одновременное сочетание наибольших увеличивающих и наименьших уменьшающих является маловероятным, т.к. отклонение размеров в основном группируются около середины поля допуска и сопряжение таких деталей с такими отклонения происходит часто.
“+” – данный метод позволяет расширить поля допусков составляющих звеньев по сравнению с методом взаимной взаимозаменяемости. Поля допусков расширяются на 40%, а для многозвенных в несколько раз.
При автоматизации сборочных процессов применение данного метода сборки может привести к нарушению стабильности процесса автоматической сборки и появлению брака и поломки элементов сборочного оборудования, поэтому в сборочном оборудовании дополнительно предусматривают контрольные, контрольно-сортировочные и блокировочные устройства процесса сборки, а также размера сборки.
3) Сборка с групповой взаимозаменяемостью (селективная).
Сущность метода заключается в том, что после изготовления сопрягаемых деталей со сравнительно широкими технологически выполненными допусками, их затем сортируют на равное число групп, с более узкими групповыми допусками.
“+”- возможность достижения высокой точности замыкающего звена при экономически целесообразных допусках на составляющих звеньях.
“-”- увеличивается незавершенное производство
- доп. затраты на проверку, сортировку деталей.
- повышенная трудоемкость сборки.
- необходимость хранения собираемых деталей по группам до сборки
- усложняется снабжение запасными частями.