

1. Назначение и конструкция детали
Заданная деталь – вал-шестерня из материала 30Х, играет роль паразитной шестерни, служит для передачи крутящего момента в силовой коробке, а также входит в состав различных редукторов, мультипликаторов и других передач. Наиболее важное значение для работы передачи имеют опорные шейки вала и поверхности, формирующие зубчатый венец. С целью повышения эксплуатационных характеристик, деталь подвергают термообработке до HRC 40-45.
Деталь имеет небольшие габариты, поэтому предусмотренная с целью повышения работоспособности термообработка не приведёт к ощутимым пространственным отклонениям исполнительных поверхностей относитель- но опорных шеек. Опорные шейки с диаметром 50 мм к6 имеют наиболее важное значение при монтаже и эксплуатации силовой коробки.
Конструкция детали не предусматривает центровых отверстий, однако они совершенно необходимы в техпроцессе изготовления детали в качестве вспомогательной чистовой установочной технологической базы. Деталь достаточно технологична, допускает применение высокопроизводительных режимов обработки, предусматривает постоянство баз на различных операциях механической обработки. Конструкция детали проста, не требует применения специнструмента и спецприспособлений.
Материал детали – сталь 30Х. (ГОСТ 4543-71). Химический состав и механические свойства приведены в таблицах 1.1и 1.2.
Таблица 1.1
Химический состав стали 30Х по ГОСТ 4543-71, %
С |
Cr |
Mn |
Ni |
0,26…0,45 |
0,8…1,1 |
0,3…0,8 |
Не более 0,3 |
Механические свойства стали 30Х.
Таблица 1.2
σт, МПа |
σв, МПа |
δ, % |
HRC |
800 |
1000 |
10 |
30…35 |
Термообработка – закалка Т=840 0С, охлаждающая среда – масло, отпуск – Т= 500 0С, охлаждающая среда – масло.
5. Разработка маршрутного техпроцесса
Изготовление изделий на машиностроительных предприятиях осуществляется в результате производственного процесса, т.е. совокупности всех действий людей и орудий производства, необходимых для превращения сырья и полуфабрикатов в готовые изделия. Важнейшим элементом производственного процесса является технологический процесс, содержащий целенаправленные действия по изменению и последующему определению размеров, формы, взаимного расположения, а так же состояние труда. Каждый технологический процесс состоит из операций.
 Определим
тип производства для заданного
технологического процесса механической
обработки вала-шестерни, пользуясь
исходными данными: годовая программа,
программа выпуска 22000 деталей, режим
двухсменной работы при сорокачасовой
рабочей неделе. Технологический процесс
состоит из 13-ти операций механической
обработки:
Определим
тип производства для заданного
технологического процесса механической
обработки вала-шестерни, пользуясь
исходными данными: годовая программа,
программа выпуска 22000 деталей, режим
двухсменной работы при сорокачасовой
рабочей неделе. Технологический процесс
состоит из 13-ти операций механической
обработки:
005 – фрезерно-центровальная операция;
010 – токарно-черновая операция;
015 – токарно-черновая операция;
020 – чистовое точение с образованием фасок и канавок;
025 – чистовое точение с образованием фасок и канавок;
030 – фрезерование зубьев;
035 – фрезерование зубьев;
040 – фрезерование шпоночного паза;
045 – шлифование опорных шеек;
055 – термическая обработка;
060 – повторное шлифование опорных шеек;
070 – хонингование зубьев;
075 – хонингование зубьев;
Принятую в данном варианте технологического процесса общую последовательность считаем целесообразной, так как соблюдаются принципы последовательности формирования свойств обрабатываемой детали (рис.5.1)
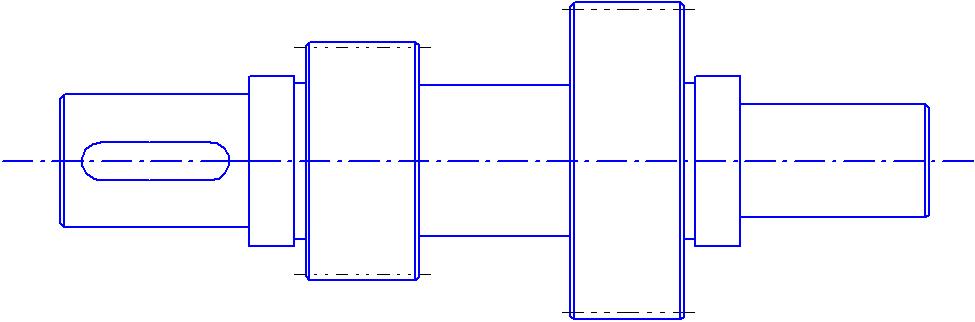
Рис. 5.1

005 – фрезерно-центровальная операция. Фрезерно-центровальный полуавтомат МР-77. Фрезеруются одновременно 2 торца (рисунок 5.2):
Тфр=0,006*l
d1=40 мм; l2=75; d2=90 мм
Тфр1=0,006*40=0,24 мин
Тц1=0,00052*l*d=0,013 мин
где d-диаметр отверстий, 5 мм
l-длина отверстий, 5 мм
∑То1=0,253 мин
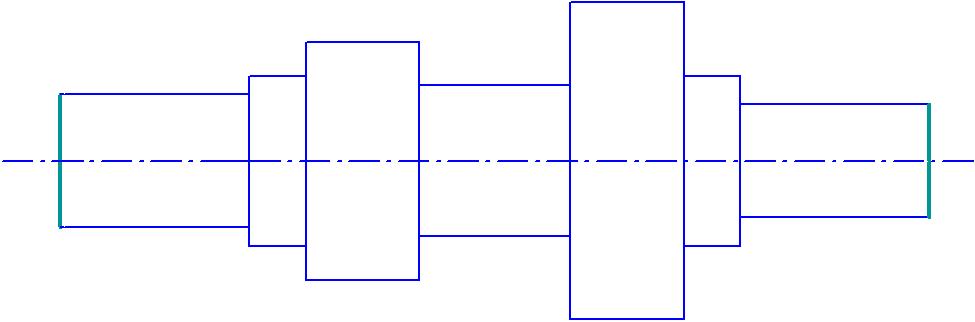
Рисунок 5.2
010 – токарно-черновая операция. Токарный станок c ЧПУ 16K20Ф3 (рисунок 5.3):
То2=0,00017*l*d=0,00017*(55*40+20*50+40*90+40*35)=1,394 мин
где l-длина обрабатываемого участка детали, мм
d-диаметр обрабатываемого участка детали, мм
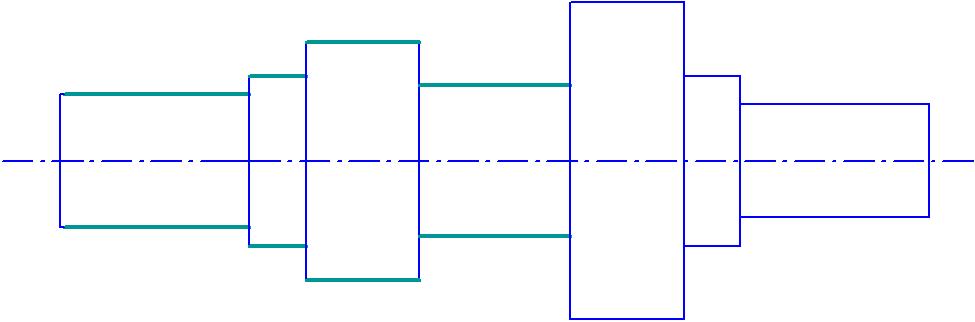
Рисунок 5.3
015- токарно-черновая операция. Токарный станок с ЧПУ 16К20Ф3 (рисунок 5.4):
То3=0,00017*l*d =0,00017*(35*55+20*50+40*75)=1,01 мин
где l-длина обрабатываемого участка детали, мм
d-диаметр обрабатываемого участка детали, мм
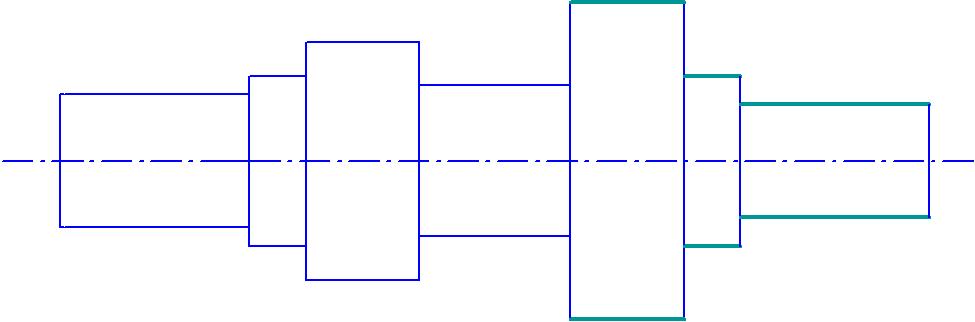
Рисунок. 5.4
020 - чистовое точение с образованием фасок и канавок. Токарный станок с ЧПУ 16К20Ф3 (рисунок 5.5):
То4=0,00017*l4*d=0,00017*(55*40+20*50+40*90+40*35)+0,2=1,594 мин
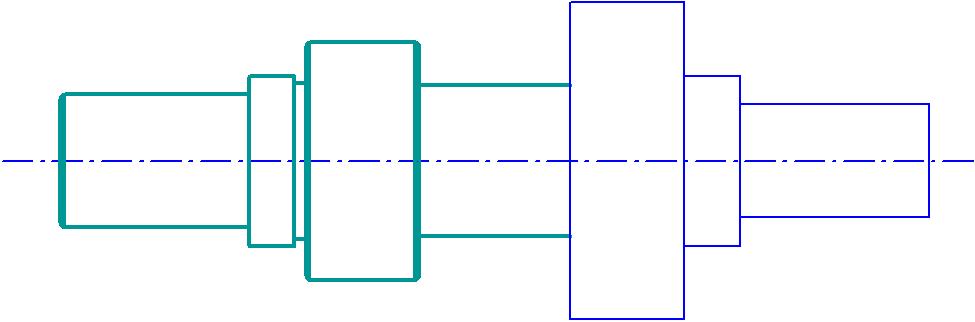
Рисунок. 5.5
025 - чистовое точение с образованием фасок и канавок. Токарный станок с ЧПУ 16К20Ф3 (рисунок 5.6):
То5=0,00017*l5*d=0,00017*(55*35+20*50+40*75)+0,2=1,21 мин
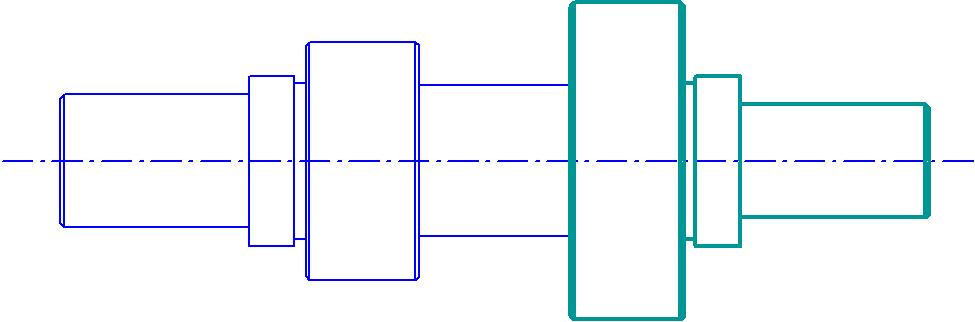
Рисунок. 5.6
030 - фрезерование зубьев на станке 5К328А (рисунок 5.7):
То6=0,0022*b*D=0,0022*40*90=7,92 мин
где b-ширина шестерни, мм
D-делительный диаметр шестерни, мм
 D=m*z=2*45=90
мм
D=m*z=2*45=90
мм
b=40 мм
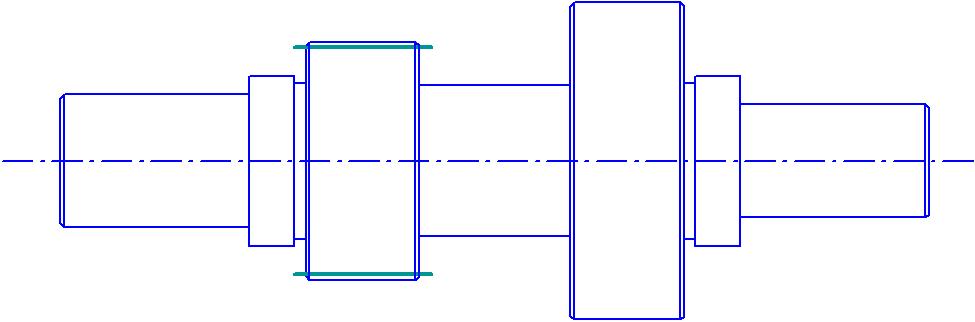
Рисунок. 5.7
035 - фрезерование зубьев на станке 5К328А (рисунок 5.8):
То7=0,0022*b*D=0,0022*40*75=6,6 мин
где b-ширина шестерни, мм
D-делительный диаметр шестерни, мм
 D=m*z=1,5*50=75
мм,
D=m*z=1,5*50=75
мм,
b=40 мм

Рисунок 5.8
040 - фрезерование шпоночного паза на шпоночно-фрезерном станке 6М12П (рисунок 5.9):
То8=0,006*l=0,006*45=0,27 мин
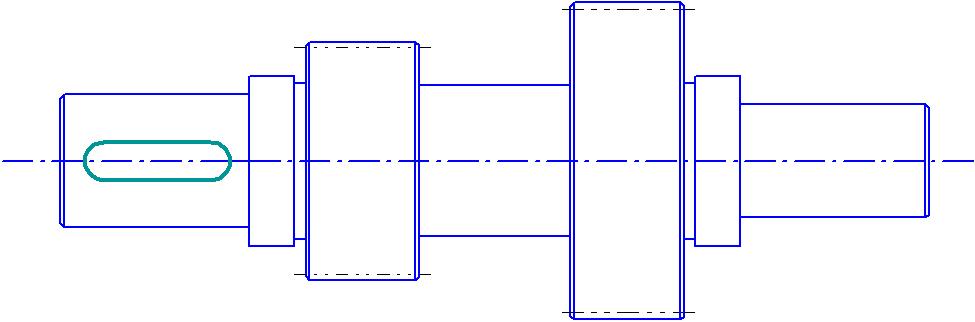
Рисунок 5.9
045-шлифование опорных шеек на станке 3Т160 (рисунок 5.10):
То9=0,00015*l*d=0,00015*17*50*2=0,255 мин
где l-длина обрабатываемого участка детали, мм
d- диаметр обрабатываемого участка детали, мм

Рисунок 5.10
060 - повторное шлифование опорных шеек на станке 3Т160 (рисунок 5.12):
То11=0,00015*l*d=,00015*17*50*2=0,255 мин
где l-длина обрабатываемого участка детали, мм
d- диаметр обрабатываемого участка детали, мм
 Рисунок
5.12
Рисунок
5.12

070-хонингование зубьев (рисунок 5.14).
То13=3÷5=4мин
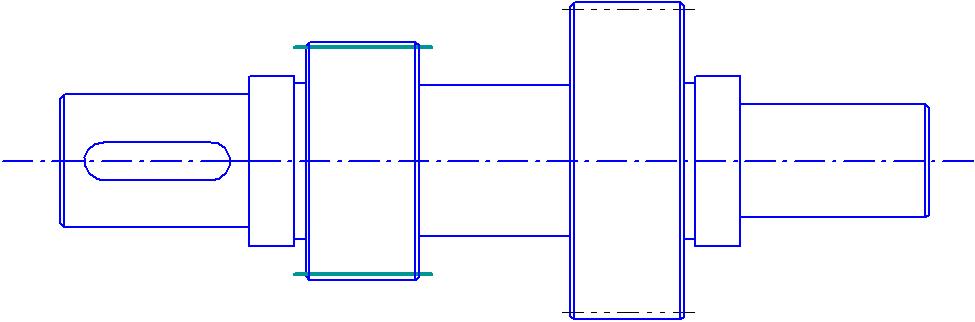
Рисунок 5.14
075-хонингование зубьев (рисунок 5.15).
То13=3÷5=4мин


Рис. 5.15