

3 Режущий инструмент – развертка
Развертка - режущий инструмент, применяемый для окончательной обработки просверленных отверстий путем снятия очень тонкой стружки (в частности, для сглаживания шероховатостей после сверления отверстий).
Развертывание представляет собой процесс обработки отверстий с целью получения повышенной чистоты и точности. Развертывание позволяет получить отверстие 2—3-го класса точности и 7—8-го класса чистоты обработанной поверхности.
По форме обрабатываемого отверстия развертки можно разделить на цилиндрические, применяемые для обработки круглых цилиндрических отверстий, и конические, используемые для обработки конических отверстий.
По способу применения различают развертки машинные и ручные. Ручные развертки применяются для развертывания отверстий вручную, а машинные используются на различных станках (сверлильных, токарных, револьверных и др.). Развертки могут быть хвостовые и насадные, цельные и сборные, постоянного диаметра и регулируемые. Развертки относительно малого диаметра изготовляются с цилиндрическим или коническим хвостовиком, который служит для ее закрепления на станке, либо в воротке с квадратным отверстием при работе вручную.
Развертки ручные и машинные
Ручные развертки предназначены для обработки отверстий вручную. На квадрат ручной развертки надевается вороток, с помощью которого производятся вращательные движения.
Машинные развертки предназначены для обработки отверстий на станке.
Развертки конические
Для обработки конических отверстий применяют конические развертки. При этом отверстие, предварительно обработанное, может быть цилиндрическим или коническим. Отверстия с небольшим припуском развертываются на конус за один проход. При обработке же конических отверстий, когда требуется снимать значительный припуск, используют комплект конических разверток.

Развертки разжимные и регулируемые
Рабочая часть разжимных разверток снабжена отверстием, ось которого совпадает с осью инструмента и продольными прорезями. Регулировка диаметра разверток осуществляется с помощью шарика, который вставляется в коническое отверстие и поджимается регулировочным винтом. Такие развертки изготовляются диаметром от 6 мм до 50 мм и позволяют изменять диаметр в пределах 0,15—0,50 мм.

Развертки насадные
Насадные развертки служат для развертывания отверстий диаметром от 25 до 300 мм. Их насаживают на специальную оправку, имеющую конический хвостовик для крепления на станке. Насадные развертки изготовляют из быстрорежущей стали или оснащают пластинками из твердых сплавов.

3.1 Геометрические параметры режущих элементов свёрл, зенкеров, развёрток
Передний угол γ сверла рассматривается
в плоскости, перпендикулярной к режущей
кромке (рисунок 3.1.1). Передний угол
является величиной переменной и
определяется по формуле
![]() ,
где rх - радиус окружности,
на которой расположена рассматриваемая
точка режущей кромки сверла; R - радиус
сверла; ω - угол наклона винтовой канавки;
φ - половина угла при вершине сверла.
,
где rх - радиус окружности,
на которой расположена рассматриваемая
точка режущей кромки сверла; R - радиус
сверла; ω - угол наклона винтовой канавки;
φ - половина угла при вершине сверла.
Наибольшее значение угол γ имеет на периферии сверла, наименьшее - у вершины сверла. На поперечной кромке сверла угол γ имеет отрицательное значение, что создает тяжелые условия работы, особенно для сверл диаметром более 10 мм.
Задний угол α сверла рассматривается
в плоскости, касательной к цилиндрической
поверхности, на которой лежит
рассматриваемая точка режущей кромки
(рисунок 3.1.2). Для точки, находящейся
на периферии сверла, задают задний угол
α и в нормальной плоскости, определяемый
по формуле
![]() .
.

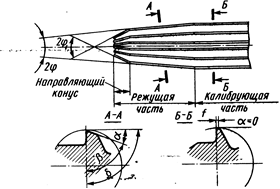
Рисунок 3.1.1 Геометрия сверла Рисунок 3.1.2 Основные части развертки и зенкера
Угол α является переменным и имеет максимальное значение у вершины сверла, а минимальное — на периферии сверла.
Кроме переднего и заднего углов сверло характеризуется углом ω наклона винтовой канавки, углом ψ наклона поперечной кромки, углом 2φ при вершине и углом φ° обратной конусности (рис. 1.7): ω=18÷30°; ψ=55°; φ'=2÷3°; 2φ=60÷140° для сверл из инструментальных сталей (чем меньше твердость материала заготовки, тем меньше φ).
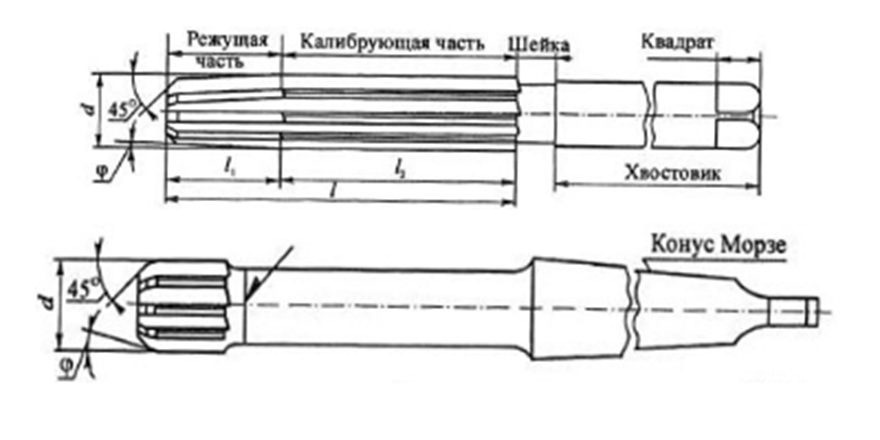
Рабочая часть зенкера и развертки (рис. 1.8) состоит из режущей (заборной) и калибрующей частей. Режущая часть наклонена к оси инструмента под углом φ (его называют главным углом в плане) и выполняет основную работу резания. Калибрующая часть служит для направления инструмента при работе, калибрования обработанных отверстий и сохранения размера инструмента после его переточи. У развертки в отличие от зенкера калибрующая часть состоит из цилиндрического и конического участков.
Последний, называемый обратным конусом, предназначен для уменьшения трения инструмента об обработанную поверхность детали.
Для зенкеров из инструментальной стали γ = 10÷20°; для разверток из инструментальной стали α = 0 ÷ 10° (α = 0 для чистовых разверток и при обработке хрупких материалов); для твердосплавных зенкеров γ выбирают в пределах от +5 до -5°, для твердосплавных разверток — в пределах от 0 до —5°.
На режущей части зенкеров и разверток α = 6 ÷ 15° (чем меньше диаметр инструмента, тем больше α); на калибрующей части (α = 0).
Для зенкеров φ = 30 ÷ 60°. Для разверток из инструментальных сталей: φ = 0,5 ÷ 1,5° (ручные развертки); φ = 15° (машинные развертки при обработке сквозных отверстий в вязких металлах); φ = 5° (машинные развертки при обработке сквозных отверстий в чугунах); φ=45÷60° (машинные развертки при обработке глухих и сквозных отверстий 7-го квалитета точности и грубее). Для твердосплавных разверток φ=30 ÷ 40°.