

3.2.3. Шпоночные и шлицевые соединения.
Для соединения втулок, шкивов, муфт, рукояток и т.п. деталей машин с валами, когда к точности центрирования соединяемых деталей не предъявляют особых требований, применяют шпонки. Размеры, допуски и посадки большинства типов шпонок и пазов для них унифицированы с учётом требований ИСО. Посадки призматических шпонок обеспечиваются путём установления допусков (ГОСТ 23360-78) на ширину b (h9), на высоту (h11) и на длину (h14), что позволяет сделать централизованным их изготовление.
Установлены следующие три типа шпоночных соединений: 1-свободное. 2- нормальное и 3- плотное.
Свободное соединение обеспечивается установлением поля допуска ширины b для паза на валу Н9 и для паза во втулке D10, что даёт посадку с зазором.
Нормальное соединение обеспечивается допусками соответственно N9 u Js9.
Плотное соединение – одинаковые поля допусков на ширину b для паза на валу и во втулке P9.
Нанесение размеров на чертежах шпоночных соединений
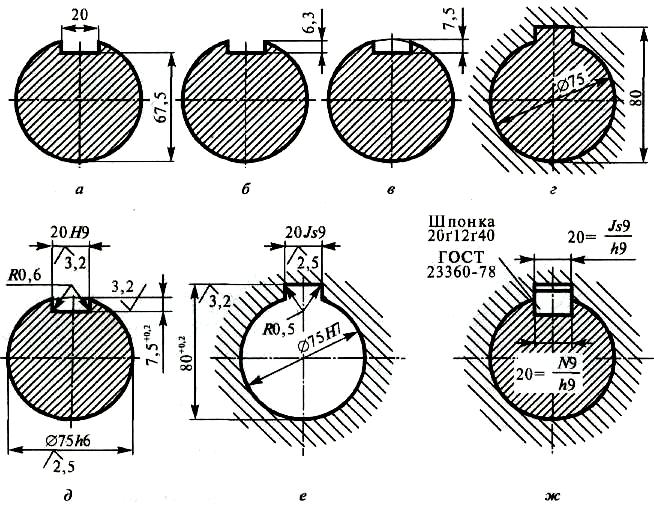
Рис. 5.34. Нанесение размеров на элементы шпоночного соединения
Примеры нанесения размеров на валу (рис.5.34, в и д), во втулке (рис.5.34, г и е) и в сборе (рис.5.34, г,е).
Шлицевые соединения.
Для передачи больших крутящих моментов, а также для достижения более высокой точности центрирования применяют шлицевые соединения. В зависимости от профиля зубьев шлицевые соединения делят на прямобочные, эвольвентные и треугольные. См. рис.5.35, стр.364[4]
Шлицевые соединения с эвольвентным профилем зубьев имеют существенные преимущества по сравнению с прямобочными: они могут передавать большие крутящие моменты, имеют на 10-40 % меньше концентрацию напряжений у основания зубьев, повышенную циклическую долговечность и ещё ряд преимуществ. Шлицевые соединения с треугольным профилем не стандартизованы: их применяют чаще всего вместо посадок с натягом, а также при тонкостенных втулках для передачи небольших крутящих моментов.
Допуски и посадки шлицевых соединений с прямобочным профилем зубьев [ГОСТ 1139-80 (СТ СЭВ 187-75, СТ СЭВ 188-75)] определяются их назначением и принятой системой центрирования втулки относительно вала. Существует три способа центрирования по ГОСТ 1139-80.
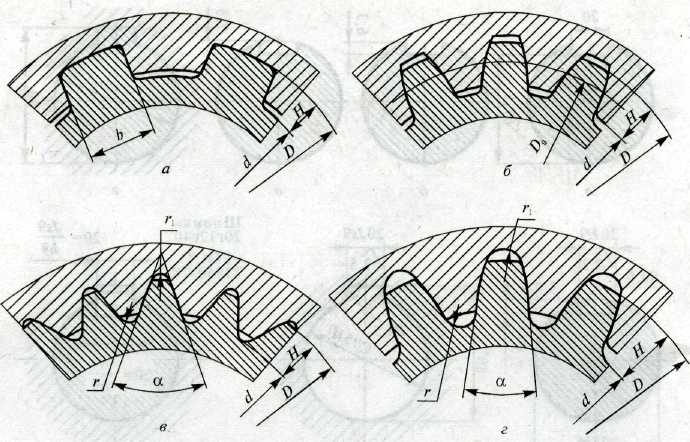
Центрирование по внутреннему диаметру d целесообразно, когда втулка имеет высокую твёрдость и её нельзя обработать чистовой протяжкой или когда могут возникнуть значительные искривления длинных валов в результате термической обработки. Способ обеспечивает точное центрирование и применяется обычно для подвижных соединений.
Центрирование по наружному диаметру D рекомендуется, когда втулку термически не обрабатывают или когда твёрдость её материала после термической обработки допускает калибровку протяжкой, а вал – фрезерование до получения окончательных размеров зубьев. Такой способ прост и экономичен. Его применяют для неподвижных соединений, а также для подвижных, воспринимающих небольшие нагрузки.
Центрирование по боковым сторонам зубьев b целесообразно при передаче знакопеременных нагрузок, больших крутящих моментов. Этот метод способствует более равномерному распределению нагрузки между зубьями, но не обеспечивает высокой точности центрирования и поэтому применяется редко.
Примеры условного обозначения шлицевых соединений валов и втулок:
d-836H7/e840H12/a117D9/f8- центрирование по внутреннему диаметру d=36, число зубьев 8, наружный диаметр D=40, ширина зубьев- b=7.
Посадки: по внутреннему диаметру d- H7/e8;
по наружному диаметру D- H12/a11,
по боковым поверхностям зубьев b- D9/f8.
D - 83640H8/h77F10/h9- центрирование по наружному диаметру D=40, число зубьев 8, внутренний диаметр d=36, ширина зубьев b=7.
Посадки: по наружному диаметру D- H8/h7 и по размеру b- F10/h9.
b- 83640H12/a117D9/h8- центрирование по боковым сторонам
b=7, число зубьев 8, внутренний диаметр
d=36, наружный диаметр D = 40.