

6. Поверхностная закалка одновременным и непрерывно-последовательным способом
По технике выполнения различают поверхностную закалку одновременным и непрерывно-последовательным способом, схемы которых представлены на рисунок 6.1.
Закалку непрерывно-последовательным способом применяют в основном для поверхностного упрочнения при поверхностном нагреве длинномерных деталей постоянного сечения (типа валов и ходовых винтов). При этом нагреваемая деталь непрерывно движется через узкий индуктор, в котором осуществляется местный нагрев до закалочной температуры участка детали, находящегося в данный момент в зоне индуктора. При выходе из индуктора этот Участок попадает в зону душевого закалочного охлаждения.
Преимуществами указанного способа закалки являются небольшая мощность генератора (в связи с малыми размерами зоны Нагрева) и малая деформация закаливаемых деталей (так как одновременно нагреваются лишь отдельные небольшие участки детали).
Недостаток способа – невысокая производительность и трудность получения глубоких закаленных слоев (свыше 5мм при питании от генератора с частотой тока 2,5кГц). Чтобы увеличить глубину слоя без перегрева поверхности, необходимо увеличивать время нагрева за счет снижения скорости перемещения детали в индукторе. Однако замедление перемещения до некоторого предела» зависящего от устойчивости переохлажденного аустенита применяемой стали, вызывает недопустимое подстуживание стали в период перехода нагретой зоны в охлаждающее устройство, что приводит к частичному распаду аустенита и появлению в структуре закаленной доэвтектоидной стали участков феррита. Это ухудшает износостойкость и усталостную прочность деталей.
Поверхностная закалка одновременным способом выполняется путем одновременного нагрева всей закаливаемой поверхности детали, после окончания нагрева вся нагретая поверхность охлаждается душем или потоком воды непосредственно в индукторе, либо в отдельном охлаждающем устройстве. Этот метод позволяет выполнять закалку разнообразных деталей сложной формы, благодаря чему весьма широко используется в промышленности,
Индуктор является одним из основных элементов индукционных нагревательных (закалочных) установок, во многом определяющим качество термической обработки и экономичность процесса. Многообразие видов индукторов весьма велико. Конструкции индукторов разрабатывают индивидуально для каждого типоразмера деталей, что составляет одну из главных задач при разработке и внедрении процессов термической обработки при индукционном нагреве.
На рисунке 6.2 представлены широко применяемые типы индукторов для нагрева различных поверхностей. В литературе имеются методики расчета ряда индукторов в осковномдля поверхностного и сквозного нагрева деталей простой формы (цилиндрических, с плоской поверхностью).
 Рисунок
6.1 Схема непрерывно-последовательной
(а)
и одновременной
(б)
закалки:
Рисунок
6.1 Схема непрерывно-последовательной
(а)
и одновременной
(б)
закалки:
1 – деталь;
2 – нагретая зона;
3 – закаленный слой;
4 – струи закалочной воды из спрейера;
5 – индуктор, совмещенный со слрейером;
6 - упоры для фиксации детали в индукторе
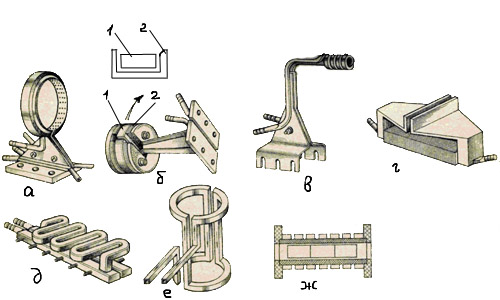
Рисунок 6.2 Схемы типичных индукторов:
а – индуктор для одновременной закалки наружных цилиндрических поверхностей; б – индуктор для непрерывно-последовательной закалки внутренних цилиндрических поверхностей, диаметром >40мм (1 – активный виток; 2 – магнитопровод); в – многсвитковый индуктор для одновременной закалки внутренних поверхностей (на радиочастоте); г – индуктор для непрерывно-последовательной закалки плоских поверхностей; д – индуктор для одновременной закалки плоских поверхностей; е – петлевой индуктор для нагрева цилиндрических поверхностей при вращении деталей (стрелками показано направление тока); ж – индуктор методического действия.