

3. Выбор частоты тока
Частоту тока выбирают по следующим соотношениям:
(3.1.)
f ≥ 20 000/d2;
(3.2.)
δн
= (15 – 55) (1 / ),
),
Соотношение (3.1.)определяет наименьшую желательную частоту тока f, Гц в зависимости от диаметра нагреваемых изделий d, см. При меньшей частоте деталь данного сечения либо вообще нельзя нагреть выше температуры потери магнитных свойств (если f < 5000/d2 либо (при 20 000/ /d3 >f> 5000/d3) нагрев будет неэффективным с большим перерасходом энергии.
Соотношение (3.2.)позволяет определить оптимальную глубину слоя δн, см в деталях из низколегированных конструкционных сталей, нагреваемого до надкритических температур при данной частоте тока.
4. Преобразователи частоты
Преобразователи частоты выпускают различных типов.
Машинные преобразователи средней частоты бывают: а) типа ВПЧ на частоты 2,4кГц (мощностью 50 и 100кВт), и 8кГц (мощностью 30, 50, 100кВт); б) типа ОПЧ на частоты 1кГц (мощностью 250, 320, 500, 2500кВт), 2,4кГц (мощностью 250 и 500кВт) и 10кГц (мощностью 250кВт),
Разработаны и используются в промышленности устройства программного регулирования режимов нагрева с питанием установок от машинных преобразователей.
В зависимости от частоты и мощности к. п. д. машинных преобразователей составляет 0,7-0,8.
Ламповые преобразователи радиочастот на частоту 0,44МГц (мощностью от 10 до 63кВт) и 0,066МГц (мощностью 100 и 160кВт). Они имеют при удовлетворительном coгласовании с нагрузкой к. п. д. 0,5-0,7 и работают достаточно устойчиво и надежно.
Весьма перспективными являются статические (тиристорные) преобразователи средней частоты. По сравнению с машинными преобразователями они характеризуются более высоким к. п. д. (0,9-0,95) при его сохранении в режиме повторно-кратковременной нагрузки, более широким диапазоном оптимальных нагрузок без дополнительных согласующих устройств, практически мгновенной готовностью к работе, малыми пусковыми токами. Все это обеспечивает экономию электроэнергии до 20%. Указанные преобразователи требуют квалифицированного инженерного обслуживания как текущего, так и при переналадках, комплектации запасными полупроводниковыми устройствами и приборами. В отличие от машинных преобразователей выпускаемые в настоящее время тири-сториые преобразователи частоты не приспособлены для параллельной работы нескольких преобразователей на общую нагрузку.
Тиристорные преобразователи типа ТПЧ с номинальными частотами 1кГц (мощностью 630 и 800кВт), 2,4кГц (мощностью 250 и 500кВт) и 4кГц (мощностью 160кВт). В ближайшие годы номенклатура преобразователей несомненно расширится.
5. Выбор мощности преобразователя частоты и питающей сети
Для поверхностного нагрева мощность генератора (Nr кВт) может быть оценена по формуле:

(5.1.)
где N0 – удельная мощность, кВт/см2. Определяется в зависимости от требуемой глубины прогрева, частоты тока, размера детали и времени нагрева. Соответствующие данные представлены на рисунке 5.1 и в таблице 5.1.
S – площадь нагреваемой поверхности изделия, см8;
 - соответственно
К.П.Д. индуктора, закалочного трансформатора,
конденсаторной батареи и линии
электропередачи (силовых кабелей и
токопроводов установки).
- соответственно
К.П.Д. индуктора, закалочного трансформатора,
конденсаторной батареи и линии
электропередачи (силовых кабелей и
токопроводов установки).
Для предварительных расчетов рекомендуется принимать следующие значения К.П.Д.:
(5.2.)
ηи = 0,75; ηтр = 0,85; ηк = 0,97; ηл = 0,95
Точные значения определяются расчетом.
Для сквозного индукционного нагрева (в случае объемно поверхностной закалки некоторых деталей) мощность (кВт) генератора средней частоты может быть оценена по формуле:
(5.3.)

где Сср – средняя интегральная удельная теплоемкость нагреваемого металла в интервале температур от t0 до tк кДж/(кг·К) (для стали 0,7 кДж/(кг·К);
tQ, tк – начальная и конечная температура нагрева, °С;
m – масса детали или заготовки, кг;
τн – время нагрева, с;
n – количество одновременно нагреваемых в индукторе деталей или заготовок;
Nпол – полезная мощность, которую требуется передать в изделие для нагрева его до заданной температуры, кВт;
η – общий К.П.Д. нагревательного устройства: η = ~0,5-0,6.
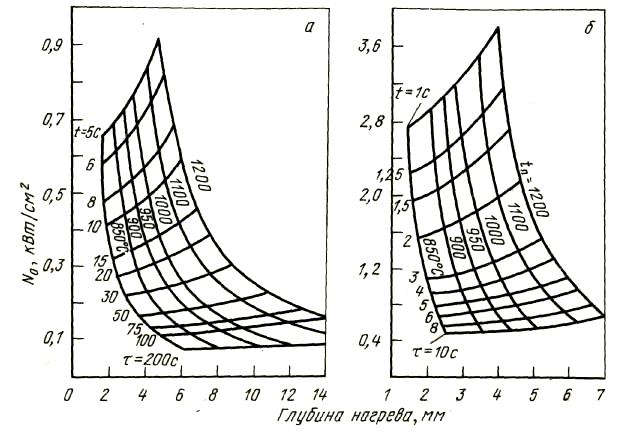
Рисунок 5.1 Графики для ориентировочного выбора удельной мощности и времени нагрева в зависимости от необходимой глубины нагрева и температуры поверхности tп стали (Ф. Райнке)
а – частота тока 10 кГц;
б – частота тока 4 кГц
Таблица 5.1 - Удельная мощность, необходимая для осуществления поверхностной закалки
-
Частота, кГц
Диапазон
глубин
закалки,
мм
Удельная мощность
кВт/см2
возможная
оптимальная
500
0,4—1,1
0,70—1,1
0,90
1,1—2,2
0,30-0,70
0,50
10
1,5—2,3
0,70—1,5
1,0
2,3—3,0
0,50—1,4
180
3,0—4,0
0,50-1,3
1,0
1
5,0—7,0
0,50—1,1
1,0
7,0-9,0
0,50—1,1
1.0
При длительном нагреве с малой удельной мощностью в открытых (без футеровки) индукторах необходимо учитывать потери на излучение от нагретой поверхности металла в окружающую среду. Для стали, нагретой до 850°С, эти потери составляют около 8Вт/см2, при более высокой температуре они существенно возрастают и при 1000оС составляют приблизительно 12Вт/см2.
Для оценки мощности, потребляемой установкой из сети, нужно учесть К.П.Д, преобразователей частоты, значения которого для ориентировочных расчетов могут быть приняты 0,5; 0,7 и 0,9 соответственно для ламповых (70-500кГц), машинных (1-10кГц) и тиристорных преобразователей частоты.