

Введение
Современное состояние многих производственных процессов таково, что на долю человека остается выполнение однообразно повторяющихся, утомительных, ручных вспомогательных операций типа подать, закрепить, снять обрабатываемые детали. Также существуют и основные технологические процессы с монотонным ручным трудом, например, в сборочных, сварочных, окрасочных цехах, в цехах по очистке литейного производства, в легкой промышленности и т.д.
Многие из технологических операций являются опасными, вызывающими у людей профзаболевания и инвалидность. Например, вредными и опасными представляются многие операции по обслуживанию и ремонту атомных энергетических установок, подводно-технические водолазные операции, особенно на больших глубинах; металлургия, добыча угля и других полезных ископаемых, строительство.
В ряде случаев наличие ручного труда, т.е. участие человека в технологическом процессе, сдерживает дальнейшее развитие и интенсификацию производства, повышение производительности технологических линий и качества продукции.
Для решения проблемы комплексной автоматизации производства нужно создание принципиально новых машин, имитирующих действия человека в трудовых процессах. Именно промышленные роботы и являются таким классом производственных машин. Исполнительными устройствами в них стали многозвенные манипуляторы с управляемыми приводами по каждой степени подвижности. Система управления промышленного робота может быть настроена на выполнение различных видов ручных операций.
Повышение технологичности, гибкости и инновационной привлекательности производства невозможно без комплексной автоматизации с применением наряду с другими техническими средствами промышленных роботов и вычислительной техники.
Надо иметь в виду, что выгодным является не единичное применение системы робот-станок, а создание достаточно крупной роботизированной технологической линии. В этом случае, как показал опыт, производительность ее может быть повышена в несколько раз с одновременным сокращением обслуживающего персонала.
Важнейшая проблема роботизации - надлежащая технологическая подготовка производства, вызывающая часто необходимость пересмотра самого технологического процесса. Это связано со следующими особенностями:
во-первых, для получения ощутимого эффекта от применения роботов нет смысла использовать их совместно с устаревшим малопроизводительным технологическим оборудованием;
во-вторых, при имитации в роботе производственных движений человека нет необходимости размещать обрабатываемые детали на уровне рук или глаз, обеспечивать удобство подхода к станку или прессу, создавать определенную освещенность и многое другое. Роботы могут действовать с любой позиции и на любом уровне в пространстве цеха. Например, при сварочных операциях на кузове автомобиля без изменения его положения могут работать одно временно несколько роботов, расположенных со всех сторон.
Важными свойствами робота является его неутомимость и неподверженность эмоциям (отсутствие человеческого фактора).
Несколько слов о понятии гибкой производственной системы. В понятие гибких производствённых систем в их завершенном виде входит не только переналаживаемый процесс производства, но и автоматизированное проектирование технологии изготовления, когда ЭВМ выдает непосредственно цифровые программы технологических процессов изготовления продукции для управляющих ЭВМ в производственных цехах. Кроме этого, проводится автоматизация складских работ и транспортирования деталей, заготовок, инструмента с автоматической адресовкой их по назначению. Автоматизируются контроль и испытание продукции, упаковка и т.п.
Большие трудовые и материальные затраты, связанные с созданием гибких производственных систем, как показывает отечественный и зарубежный опыт, достаточно быстро оправдываются за счет многократного повышения производительности промышленных предприятий при существенном сбережении трудовых ресурсов.
Промышленный робот согласно ГОСТ 25686-83 определяется как автоматическая машина, представляющая собой манипулятор с перепрограммируемым устройством управления, для выполнения в производственном процессе двигательных и управляющих функций, заменяющих аналогичные функции человека при перемещении предметов производства и (или) технологической оснастки.
Назначение и классификация робототехнических систем
Основными исполнительными устройствами роботов являются манипуляторы. Манипуляторы - многозвенные механизмы с управляемыми приводами по всем степеням подвижности. Под действием автоматической системы управления манипуляторы совершают движения, подобные движениям рук человека в процессе его трудовой деятельности.
Существуют следующие классы робототехнических систем:
мобильные (движущиеся) робототехнические системы;
информационные и управляющие робототехнические системы;
манипуляционные робототехнические системы.
Мобильные (движущиеся) робототехнические системы представляют собой некоторые платформы (или шасси), перемещением которых управляет автоматика. При этом они кроме программы маршрута движения имеют запрограммированную автоматическую адресовку цели, могут автоматически нагружаться и разгружаться. В промышленных цехах они применяются для автоматической доставки деталей и инструмента к станкам и от станков на склады. На таких подвижных системах могут устанавливаться манипуляционные механизмы.
Информационные и управляющие робототехнические системы представляют собой некоторые комплексы измерительно-информационных и управляющих средств, автоматически производящих обработку и передачу информации, а также использование ее для формирования различных управляющих сигналов. В промышленных цехах - это системы автоматического контроля и управления для почти безлюдного производственного процесса, комплексно механизированного, в том числе с групповым использованием промышленных роботов. Также подобные системы применяют в автоматических системах проектирования, при выполнении научно-технических и экономических расчетов.
Для нас наибольший интерес представляют манипуляционные робототехнические системы. Этот класс робототехнических систем можно разделить на три вида (рис. 1):
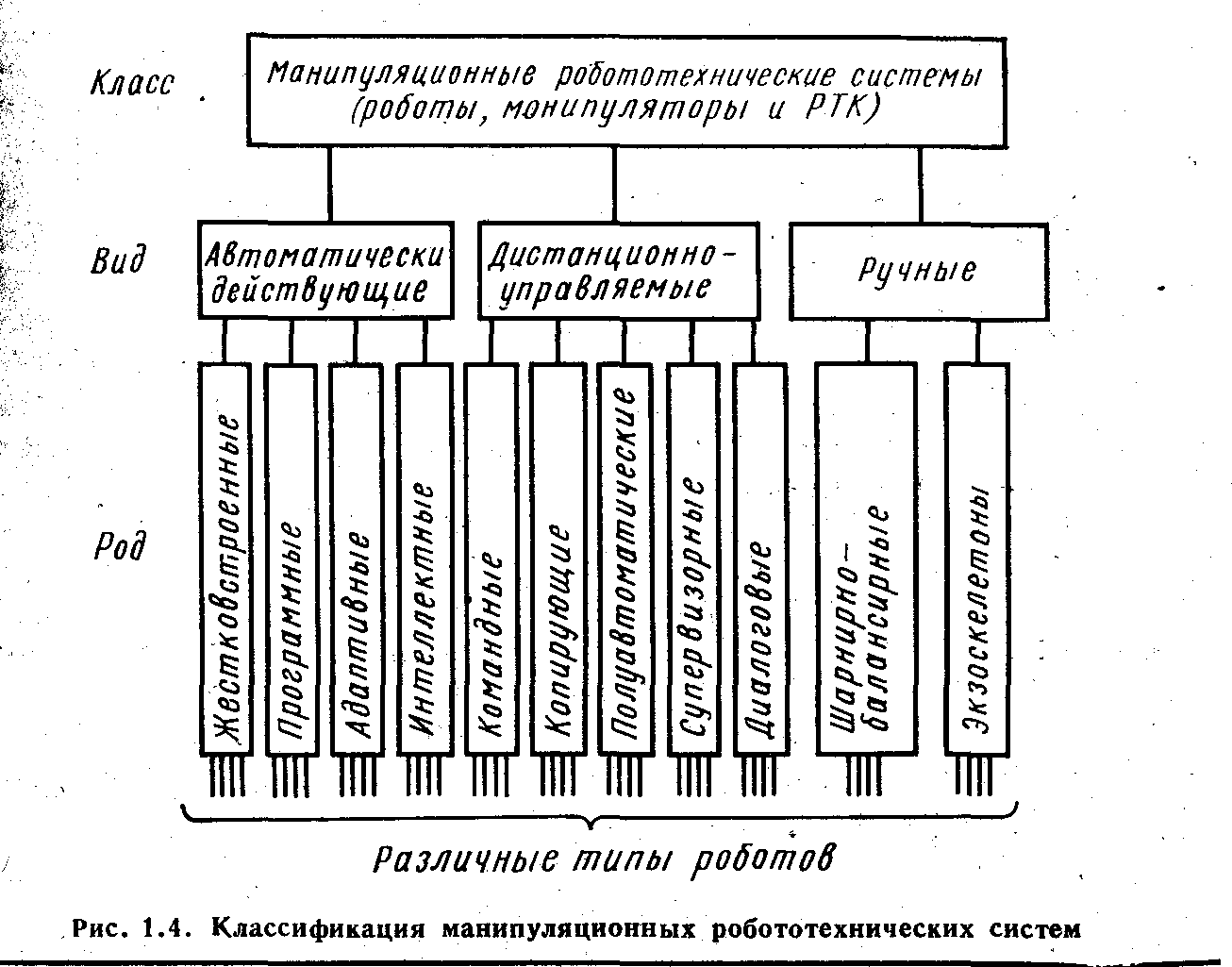
автоматически действующие роботы, автоматические манипуляторы и роботизированные технологические комплексы (РТК) (применяются главным образом в промышленном производстве);
дистанционно управляемые роботы, манипуляторы и технологические комплексы (данный вид роботов используется в экстремальных условиях, например в агрессивной среде; во взрывоопасных помещениях; при действии высоких или низких температур, давлений, а также при воздействии жестких радиационных излучений);
ручные, непосредственно связанные с движениями производимыми человеком (роботы применяются для погрузочно-разгрузочных и других тяжелых физических работ).
Автоматически действующие манипуляционные роботы делят на четыре рода: жестковстроенные; программные (роботы первого поколения); адаптивные (роботы второго поколения) и «интеллектные» (роботы третьего поколения). Однако здесь в отличие от вычислительной техники эти поколения не сменяют друг друга, а существуют параллельно, развиваясь по мере продвижения технологий.
Дистанционно управляемые роботы и манипуляторы по классификационной схеме делятся на пять родов: манипуляторы с командным управлением; копирующие манипуляторы; полуавтоматические манипуляторы; роботы с супервизорным управлением; роботы с диалоговым (интерактивным) управлением. Только два последних можно назвать роботами, так как они наряду с дистанционным управлением имеют полностью автоматические режимы работы.
Ручные делятся на шарнирно-балансирные манипуляторы и экзоскелетоны (усилители конечностей человека).
Жестковстроенные манипуляторы не имеют перенастраиваемых программных управляющих устройств.
Программные роботы имеют управляемые приводы во всех суставах, и их система управления легко переналаживается на различные ручные операции. Но после каждой наладки они повторяют многократно одну и ту же жесткую программу в строго определенной обстановке с определенно расположенными предметами. Таково большинство современных промышленных роботов, выполняющих вспомогательные операции у штампов, прессов, станков, литейных машин и т.п. Такой робот будет совершать те же движения, если даже детали и нет на месте. Кроме того, он требует создания технологической оснастки, упорядочивающей расположение деталей. Но это сделать не всегда просто, а, главное, жесткая оснастка затрудняет переналадку робота на новые операции. Поэтому целесообразнее бывает усложнить систему управления самого робота, т.е. перейти к применению второго поколения роботов.
Адаптивные роботы - могут самостоятельно ориентироваться в нестрого определенной обстановке, приспосабливаясь к ней. Для этого их снабжают, во-первых, какими-либо датчиками, реагирующими на обстановку, и, во-вторых, системой обработки информации от датчиков для выработки сигналов адаптивного управления, т.е. гибкого изменения программы движения манипулятора в соответствии с фактической обстановкой. В настоящее время в таких системах широко используют компактные микропроцессорные устройства.

Интеллектные роботы - имеют более богатое очувствление, с микропроцессорной обработкой информации, распознаванием обстановки, с автоматической выработкой роботом решения о своих дальнейших действиях для выполнения нужных технологических операций в неопределенной или меняющейся обстановке - это роботы с элементами искусственного интеллекта.
Манипуляторы с командным управлением отличаются тем, что человек-оператор включает по отдельности приводы каждого сустава манипулятора дистанционно путем нажатия на соответствующие кнопки или тумблеры (рис. 1.10, а). Такие манипуляторы применябт например, на обитаемых подводных аппаратах, где человек наблюдая через иллюминатор, оператирует манипуляторами, находящимися снаружи.
В таком же командном режиме часто производится (обучение) промышленного робота с пульта управления (см. рис.1.5). По аналогичному принципу работают и так называемые телеоператоры, находящиеся в опасной зоне.
Копирующие манипуляторы, находящиеся в опасной зоне, управляются дистанционно человеком-оператором с удаленного безопасного места при помощи задающего устройства, кинематически подобного рабочему манипулятору (рис. 1.10, 6). При этом движение каждого сустава задающего механизма передается на соответствующий сустав рабочего манипулятора по принципу следящей системы. Такие манипуляторы применяют для работы при наличии радиации, загазованности и в других экстремальных условиях.
Полуавтоматические манипуляторы в отличие от копирующих в качестве задающего устройства на пульте оператора имеют компактную многостепенную управляющую рукоятку, кинематика которой может быть произвольной, удобной для малых движений руки человека. Снимаемые с нее электрические сигналы преобразуются с помощью специализированного вычислителя СВ (рис. 1.10, в) в сигналы управления на приводы манипулятора. Здесь возможны различные алгоритмы управления.
Роботы с супервизорным управлением (см. рис. 1.4) характеризуются тем, что все элементы выполняемых ими операций запрограмованы и могут воспроизводиться автоматически. Человек-оператор, наблюдающий дистанционно за действиями робота, установленного в опасной зоне, подает только отдельные целеуказательные команды, по сигналам от которых включаются те или иные программы автоматического действия робота. За человеком остается лишь функция распознавания обстановки и принятия решения. После подачи им целеуказательной команды робот действует по определенной программе. Если этот робот является адаптивным, то человек-оператор может подавать более редкие и более глобальные команды.
Роботы с комбинированным управлением - это роботы, в которых сочетаются автоматические режимы (как у роботов с супервизорным управлением) с режимами управления от руки (как у полуавтоматического или копирующего манипулятора). Их применяют на необитаемых подводных аппаратах, во взрывоопасных и горячих цехах, для безлюдной работы в шахтах, в атомной энергетике и т.п. Такое комбинированное управление используют в различных типах телеоператоров.
Роботы с диалоговым (интерактивным) управлением, как правило (но не обязательно), являются интеллектными и отличаются от супервизорных тем, что робот не только принимает команды человека для их исполнения, но и сам активно участвует в распознавании обстановки и принятии решения, помогая в этом человеку-оператору.
Схема функционирования супервизорных и диалоговых (интерактивных) робототехнических систем показана на рис. 1.11. На пульте имеются управляющие рукоятки для того, чтобы оператор мог, если возникнет необходимость, взять управление движением манипуляционного механизма на себя в полуавтоматическом или в копирующем режиме. Такое обеспечение надежности системы путем комбинирования разных принципов дистанционного управления необходимо в связи с тем, что человек не может непосредственно войти в опасную зону, где находится робот.
Шарнирно-балансирный манипулятор (рис. 1.12) представляет собой многозвенный механизм с приводами в каждом суставе, который при любой величине удерживаемого манипулятором груза (в пределах его грузоподъемности) при любом расположении звеньев в пространстве находится в равновесии. Поэтому человек, взявшись за рукоятку манипулятора, легко может перемещать большой груз. Двигая рукоятку, человек осуществляет подачу управляющих сигналов, при этом вся работа по перемещению груза выполняется приводами, размещенными в суставах манипулятора. Такие системы удобны для погрузочно-разгрузочных работ.
Экзоскелетоны - многозвенные механизмы, звенья которых непосредственно сопряжены с руками (рис. 1.13) или ногами человека. В суставах механизма, соответствующих суставам человека, в этом случае также помещены управляемые двигатели, берущие на себя всю тяжесть работы. Движения самого человека формируют лишь сигналы управления. Такие системы применяют для усиления конечностей (и корпуса) человека (как здорового, так и больного). Это бывает полезно для выполнения тяжелых работ и движения по труднопроходимой местности. Экзоскелетоны можно встраивать, например, в водолазные скафандры для облегчения и усиления действий водолазов, когда это необходимо.
Общая схема автоматически действующей робототехнической системы показана на рис.1.5.
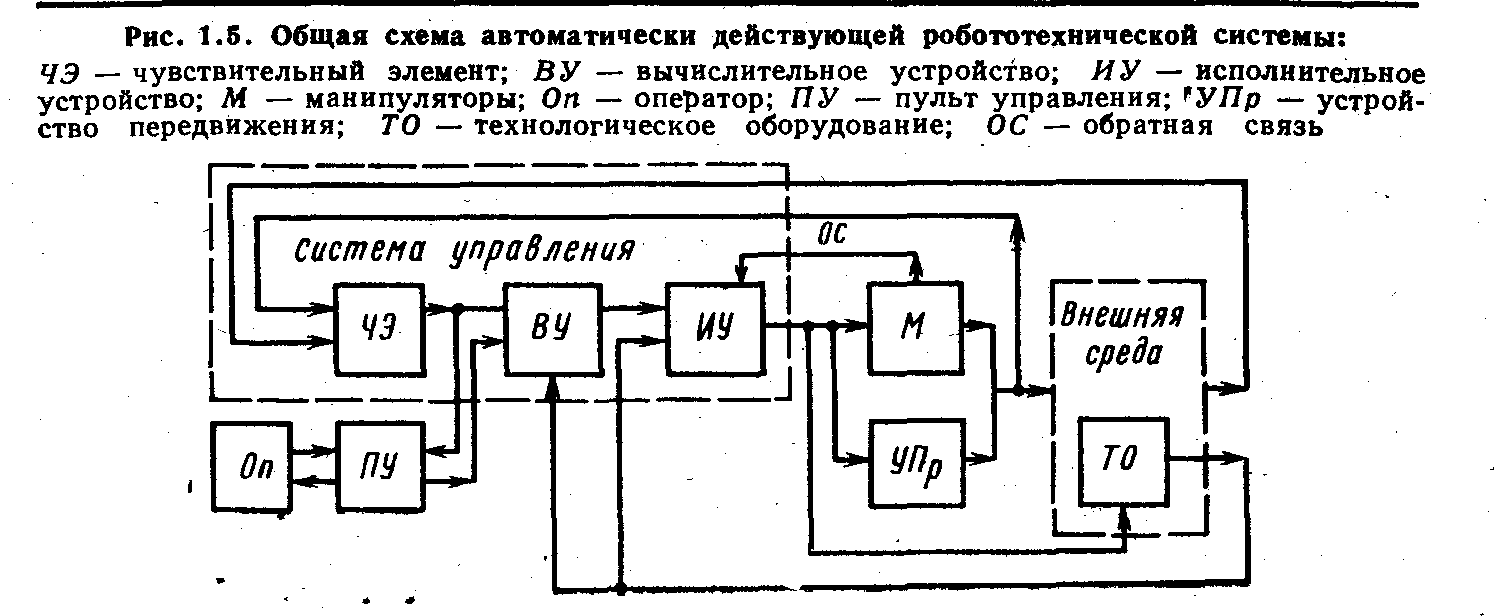
Система может иметь несколько манипуляторов и агрегатов технологического оборудования (или других объектов), а также устройства передвижения. При этом‚ манипуляторы могут находиться в разных местах общего комплекса и иметь как свои индивидуальные управляющие устройства, так и общую систему управления.
Чувствительные устройства используются в схеме роботов второго и третьего поколений. В роботах второго поколения могут быть отдельные силоизмерительные, тактильные, световые, локационные (ультразвуковые) чувствительные устройства. Для роботов третьего поколения характерно наличие комплекса чувствительных устройств включая достаточно совершенное техническое зрение, что вместе с развитой микропроцессорной обработкой информации и создает искусственный интеллект. Кроме того, в комплекс чувствительных устройств могут входить и средства контроля качества продукции и других элементов выполняемой системой работы, а также свойств внешней среды, если это требуется для автоматического регулирования режима работы.
На рис.1.4 вертикальными линиями показаны типы, на которые делится каждый род (поколение) роботов. Этих типов может быть достаточно много. Они различаются принципами и техникой построения управляющих устройств, приводов в суставах манипуляторов, числом звеньев манипулятора, грузоподъемностью, видом очувствления, математическим программным обеспечением и т.п. Приведем примеры трех разных типов промышленных роботов:
электромеханического (рис. 1.6);
пневматического (рис. 1.7);
гидравлического (рис. 1.8).
В заключение надо сказать про особый род мощных манипуляторов служащих для бурения, разрушения и добычи твердых горных пород (рис. 1.14). Такой многозвенный манипулятор несет на конце гидравлический ударный инструмент, разрушающий породу многотонным усилием в импульсном режиме (тысячи импульсов в минуту). Манипулятор позволяет выдерживать заданные координаты и направление действия при его перемещении, а также обеспечивает автоматическое регулирование скорости перемещения инструмента в зависимости от состояния массива породы. Один такой манипулятор по своей производительности заменяет тяжелый ручной труд большого числа рабочих, снабженных пневматическими инструментами.