

11. Процесс сверления. Конструкиионные и геометрические элементы сверл.
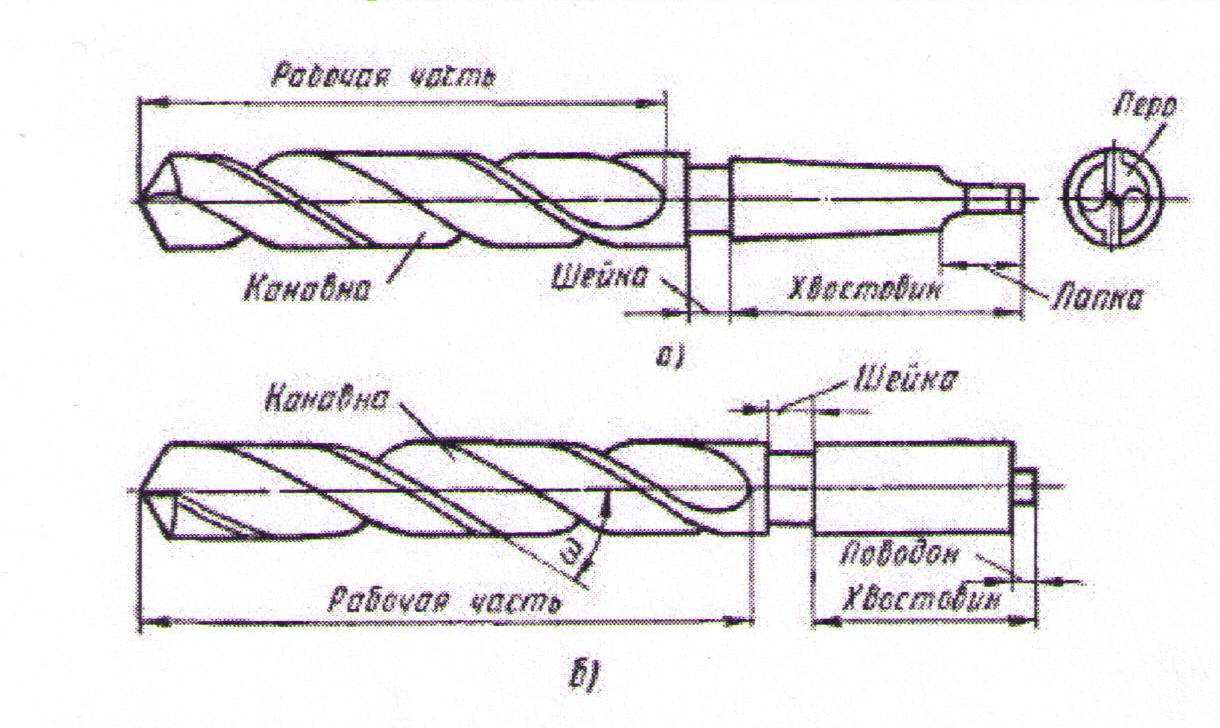
Сверление- это когда обработка ведется по сплошному металлу, точность отверстия до 12 квалитета. Основные движения при сверлении: движение резания - это вращательное движение инструмента вокруг своей оси; движение подачи – это поступательное движение инструмента вдоль оси заготовки. Конструктивные элементы сверл: 1-режущая кромка, 2-передняя поверхность, 3-задняя поверхность, 4-ленточка(направляет и центрирует инструмент в отверстие), 5-вспомогательная режущая кромка(образуется пересечением ленточки и винтовой
канавки), 6- Перемычка(поперечная кромка, увеличивает спокойность инструмента, чем больше длина поперечной кромки, тем больше трение поперечной кромки об обрабатываемую поверхность, тем хуже процесс резания), 7-канавка для отвода стружки, по ним сходит стружка. Рабочая часть осуществляет резание и обеспечивает правильное направление сверла в образуемом им отверстии. Шейка служит для вывода шлифовального круга при изготовлении сверла. Хвостовик бывает цилиндрический и комический, служит для установки сверла в шпиндель станка или в патрон. Лапка предотвращает переворачивание инструмента и служит упором при выбивании сверла из шпинделя. Режущая часть непосредственно снимает слой материала. Направляющая часть предназначена для направления и центрирования инструмента в отверстии. Геометрические элементы сверла. Основная плоскость для сверла это осевая плоскость. у - передний угол, т.к. передняя поверхность у сверла имеет эвальвентный профиль, в каждой точке режущей кромки угол у имеет свое значение, чем дальше от оси, тем угол будет больше. а - задний угол, задняя поверхность у сверла имеет эвальвентный профиль. Это угол между плоскостью касательной к задней поверхности сверла и плоскостью касательной к окружности вращения точки режущей кромки вокруг при сверла, рассмотренный в плоскости параллельной оси сверла. Из-за эвальвентного профиля задней поверхности значение угла а различно в каждой точке режущей кромки, минимальное значение у периферии, максимальное - у оси \)/-угол наклона перемычки, это угол между линией перемычки и проекцией режущей кромки на плоскость перпендикулярной осевой плоскости. Угол \|/ влияет на длину перемычки. 2ф- угол при вершине - это угол между двумя режущими кромками. Угол 2ср влияет на прочность сверла у перемычки, на силы резания, на теплоотвод. ю- угол наклона винтовой канавки, это угол между плоскостью касательной к винтовой линии и осью сверла, со влияет на сход стружки, чем больше со, тем лучше сход стружки. cpi - угол обратной конусности - делается для устранения заедания сверла в отверстии и уменьшения трения направляющей части об обработанную поверхность.
12. Элементы режимов резания и срезаемого слоя при сверлении, зенкеровании, развертывании. Элементы срезаемого слоя: а - толщина срезаемого слоя - это расстояние между двумя
последовательными положениями поверхности резания за один оборот сверла; в - ширина срезаемого слоя - это величина контакта режущей кромки с обрабатываемой поверхностью. Элементы режимов резания:
1. Глубина резания - это расстояние между обрабатываемой и обработанной поверхностями заготовки, измеренное перпендикулярно и последней t = D/2.
2. Подача - это величина перемещения точки режущей кромки относительно обработанной поверхности в единицу времени, в направлении движения подачи, продольные - движение вдоль оси заготовки; поперечные -перпендикулярно оси заг-ки; наклонные - движение под углом относительно оси заг-ки.
3. Скорость - величина перемещения точки режущей кромки относительно пов-ти резания в единицу времени, V=7tDn/1000
4. Частота вращения п=1000у/лГ);
5. Основное время - это время непосредственной обработки без участия человека, в процессе которой происходит снятие стружки. T=L/nS, L=l+li+l2 - путь ин-та в направлении подачи, li=txctg(p-величина врезания, 12=2...3мм-величина перебега (для сквозных отверстий, Ь =0 -для глухих отверстий).
13. Процесс зенкерования и развертывания. Конструкционные и геометрические элементы зенкеров и разверток.
Зенкерование - дальнейшая обработка отверстий, полученных после литья, штамповки или сверления. Эта обработка может быть окончательной, либо промежуточной перед развертыванием. Зенкерование, как и Рассверливание, применяют для увеличения диаметра ранее полученного цилиндрического отверстия, а также для получения комических и плоских поверхностей. При зенкеровании после сверления получают точность по 9-10 квалитету, качество поверхности Ra2,5...0,32 мкм. Развертывание применяют для окончательной обработки в основном цилиндрических отверстий, реже для чистовой обработки комических или торцевых поверхностей. Точность по 6 - 8 квалитету, качество пов-ти Яа2,5...0.32мкм.
Зенкер - это осевой инструмент служащий для дальнейшей обработки ранее просверленного отверстия. В отличии от спирального сверла зенкер имеет 3 или 4 зуба и у зенкера отсутствует перемычка. Движение резания - это вращательное движение зенкера вокруг твоей оси. Движение подачи - поступательное движение зенкера вдоль оси зенкеруемого отверстия. Режущая часть состоит из: 1-режущая кромка, 2-задняя пов-ть, 3 - вершина зуба, 11 - передняя поверхность (по ней сходит стружка).
Lp - Режущая часть (заборная часть) наклонена под углом фи и выполняет основную работу резания.
Lk - калибрующая часть, предназначена для направления и калибрования. Калиброванная часть расположена относительно оси под углом ф1. Калиброванная часть предназначена так же для сохранения размера инструмента после переточки, состоит из: 4-ленточка (вспомогательная задняя плоскость)для калибрования отверстия и направления инструмента в отвертке. 5- вспомогательная Режущая кромка. 6- канавка для отвода стружки. Ьш-длина шейки, Lx- длина хвостовика, Ьи-лапка.
Развертка - осевой инструмент предназначен для чистовой обработки ранее обработанных отверстий. При развертывании припуск на обработку от 0.05 до 0,5 мм. При обработке разверткой необходимо на станке установить плавающий патрон для обеспечения самоцентрирования инструмента в отверстие.
Развертка состоит из: Lp - режущей части участвует непосредственно при снятии слоя металла. Lh -направляющая часть служит для направления и центрирования инструмента в отверстии. Режущая часть состоит из: 1-Режущая кромка, 2-главной задней поверхности, 3-вершина зуба. 8-переняя поверхность, 7- спинка зуба, 6-канавка для отвода стружки. Lk -калибрующая часть, состоит из: Ьц -циллиндрической части, служит для колебрования неровностей в отверстий. Состоит из: 4-ленточки, 5-вспомогательной режущей кромки, 6-стружечная канавка, 7-спина зуба. Lo.K- комическая часть (обратная конусность) предназначена для изменения трения ин-та об обработанную поверхность, Lm-шейла, Lx-хвостовик, в зависимости ну типа развертки может быть комическим или цилиндрическим. Геометрические элементы развертки и зенкера такие же как и у сверла.