

Содержание
1. |
Задача 1. Обточить цилиндрический валик при заданных условиях, из которых известны размеры детали, припуск на обработку, обрабатываемый материал и его прочность σВ или твердость НВ, шероховатость обработанной поверхности. |
3 |
2. |
Задача № 2. Проанализировать предложенные для заданных условий методы обработки и сопоставить эффективность их применения. |
10 |
3. |
Рассверливание |
11 |
4. |
Зенкерование |
14 |
5. Список использованной литературы 18
Задача 1. Обточить цилиндрический валик при заданных условиях, из которых известны размеры детали, припуск на обработку, обрабатываемый материал и его прочность σВ или твердость НВ, шероховатость обработанной поверхности. При этом необходимо:
а) выбрать модель станка и из паспорта определить все необходимые параметры расчета;
б) выбрать материал режущей части резца, обеспечивающий наибольшую производительность. Определить основные размеры резца и пластинки, форму передней грани, геометрические параметры режущей части, критерий затупления (износа) и период стойкости, оптимальные для заданных условий. Следует применять смазывающе-охлаждающую жидкость, если это целесообразно для заданных условий, соответственно выбрав ее марку;
в) произвести аналитический расчет наивыгоднейшего режима резания и потребной мощности при точении в заданных условиях с учетом наибольшего использования возможности станка и режущих способностей резца при обеспечении заданной шероховатости обработанной поверхности;
г) произвести анализ полученного режима путем определения коэффициента использования станка по мощности:
КN
= ·
100%,
·
100%,
и инструмента по скорости резания:
КV
= ·
100%;
·
100%;
д) определить основное технологическое время, потребное на заданную операцию.
Данные к задаче 1 (работы производятся на токарных станках)
Диаметр заготовки, мм |
Диаметр после обработки, мм |
Длина обработки, мм |
Шероховатость обработанной поверхности, мкм |
Материал валика |
Марка |
НВ |
Способ крепления на станке |
100 |
96 |
500 |
Rz 25 |
Чугун |
СЧ15 |
197 |
Патрон и центр |
Примечания:
1. Обработку производить за один проход, если позволяют заданные условия. При обработке за два прохода (черновой и получистовой) режим резания должен быть рассчитан для обоих проходов и должно быть подсчитано общее основное технологическое время. 2.Допуски на заготовку выбрать в соответствии с ГОСТом на ассортимент заданного материала. Состояние поставки выбрать самостоятельно, допуски на готовый валик – по 11 квалитету.
Решение:
Выбор станка
Для обработки цилиндрического валика с заданными условиями выбираем токарно-винторезный станок модели 16К20.







 L
L













Рис.1.1 Схема закрепления заготовки в патроне с поджатием задним центром
Выбор токарного резца
Выбор материала режущей части резца
Исходя из общего припуска на обработку и требований к шероховатости поверхности, обработку проводим в один проход. По табл.3 справочника технолога машиностроителя выбираем твердый сплав группы ВК – ВК6.
Назначение размеров резца
Для станка 16К20 с высотой центров 215 мм размеры сечения державки резца принимаем: Н х В = 32 х 20 мм, L = 170 мм.
Для обработки выбираем проходной отогнутый резец (правый) с пластинкой из твердого сплава: резец 2102-0031 ГОСТ 18877-73.
Назначение геометрических параметров режущей части резца
В зависимости от материала режущей части резца и условий обработки выбираем форму заточки передней поверхности резца с пластинами из твердого сплава, согласно ГОСТ 18877-73, плоская с положительным передним углом. По таблицам выбираем геометрические параметры резца: γф= -30, γ= 120, α= 100, φ = 600, φ1 = 150, λ = 00.
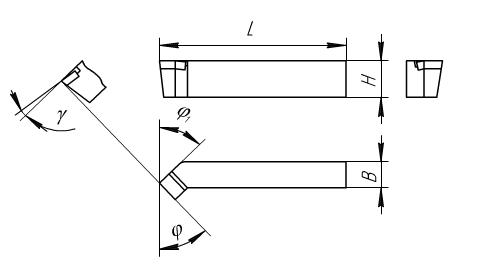
Рис. 1.2 Геометрические параметры резца
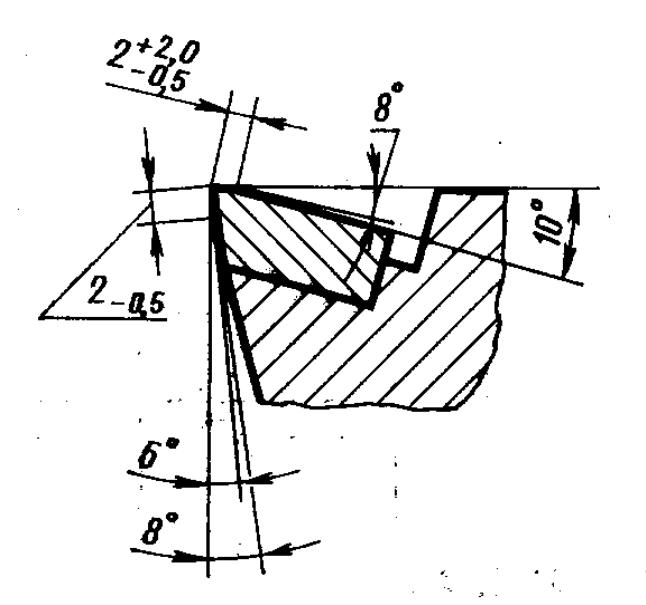
Рис. 1.3 Форма заточки
Назначение глубины резания
Учитывая, что шероховатость обработанной поверхности Rz 25, принимаем решение обработку производить, снимая припуск за один проход. Глубину резания принимаем t = 2 мм.
t
=
 =
=
 = 2 мм.
= 2 мм.
Назначение величины подачи
Подачу выбираем по таблице в зависимости от обрабатываемого материала, диаметра заготовки и глубины резания в пределах 0,4-0,6 мм/об. Принимаем S = 0,5 мм/об, что соответствует паспортным данным станка 16К20.
Определим наиболее технологически допускаемую подачу.
4.1 Рассчитаем подачу, допускаемую прочностью державки резца
Sп.р.
=
 ,
,
где В = 20 мм; Н = 32 мм; σи = 200Мпа; l = 1,5Н = 1,5·32 = 48 мм; СPz = 92; xPz= 1; yPz = 0,75; nPz = 0
KPz = KмрKφрKγрKλpKrp,
Kмр
=
 =
=
 =
1,01
=
1,01
Kφр = 0,94; Kγр = 1,0; Kλp = 1,0; Krp = 1,0
KPz = 1,01 · 0,94 · 1,0 · 1,0 · 1,0 = 0,95
Sп.р.
=
 = 16,4 мм/об.
= 16,4 мм/об.
Рассчитаем подачу, допускаемую жесткостью державки резца
Sж.р.
=
 ,
,
где f = 0,1 мм; Е = 2 · 105 Мпа.
Sж.р.
=
 =
43,5 мм/об.
=
43,5 мм/об.
4.3 Рассчитаем подачу, допускаемую прочностью твердосплавной пластины
Sп.п.
=
 ,
,
где C = 5 мм.
Sп.п.
=
 =
4,16 мм/об.
=
4,16 мм/об.
4.4 Рассчитаем подачу, допускаемую прочностью механизма подачи станка
Sм.п.
=
 ,
,
где
 = 6000Н; k ≈
0,4
= 6000Н; k ≈
0,4
Sм.п.
=
 = 17,6 мм/об.
= 17,6 мм/об.
4.5 Рассчитаем подачу, допускаемую жесткостью заготовки
Sж.з.
=
 ,
,
где L =570 мм – длина между точками опоры заготовки;
Е = 2· 105 Мпа – модуль упругости обрабатываемого материала;
J = 0,05 ·D4 = 0,05·1004 = 5·106 мм – момент инерции сечения заготовки;
f = 0,3 – допускаемая стрела прогиба заготовки;
α = 140 – коэффициент, зависящий от метода закрепления заготовки.
Sж.з.
=
 = 578,4 мм/об.
= 578,4 мм/об.
4.6 Подача, допускаемая шероховатостью поверхности
Согласно требованиям к обработанной поверхности по таблице справочника SН = 0,4 - 0,6 мм/об. Выбираем SН = 0,5 мм/об.
4.7 Подбираем подачу по паспорту станка
При точении максимально допускаемая подача ограничивается: - Sп.р. = 16,4 мм/об – прочностью державки резца, - Sж.р. = 43,5 мм/об – жесткостью державки резца, - Sп.п. = 4,16 мм/об – прочностью твердосплавной пластины, - Sм.п. = 17,6 мм/об – прочностью механизма подачи станка, - Sж.з. = 578,4 мм/об – жесткостью обрабатываемой заготовки, - SН = 0,5 мм/об – требуемой шероховатостью детали.
Наименьшая из рассчитанных является наибольшей технологически допускаемой подачей. Sст= 0,5 мм/об. Выбираем фактическую подачу Sф = 0,5 мм/об.
Определяем скорость резания
Vдоп
=
 Kv
,
Kv
,
где Сv = 243; xv = 0,15; yv = 0,40; m = 0,20; T = 60мин;
Kv =Kмv ·Kпv ·Kиv ·Kφ ·Kφ1 ·Kr ,
где
Kмv =
 =
=
 = 0,96; Kпv
= 1,0; Kиv
= 1,0; Kφ
= 0,9; Kφ1
= 0,97; Kr=
1; Kv
=0,96 ·1,0
· 1,0
· 0,9
· 0,97
· 1,0 = 0,84
= 0,96; Kпv
= 1,0; Kиv
= 1,0; Kφ
= 0,9; Kφ1
= 0,97; Kr=
1; Kv
=0,96 ·1,0
· 1,0
· 0,9
· 0,97
· 1,0 = 0,84
Vдоп
=
 0,84 = 107 м/мин.
0,84 = 107 м/мин.
Определим частоту вращения заготовки
n
=
 =
=
 = 340,8 об/мин .
= 340,8 об/мин .
Согласно паспортным данным станка выбираем nст = 315 об/мин.
Определим фактическую скорость резания
Vфакт
=
 = =
= =
 = 98,91 м/мин.
= 98,91 м/мин.
Определяем главную составляющую силы резания
Pz=
10 · CPz·
 ·
·
 ·
·
 ·
Kpz
= 10 · 92 · 21·
0,50,75·
98,910·
0,95 = 1039 Н
·
Kpz
= 10 · 92 · 21·
0,50,75·
98,910·
0,95 = 1039 Н
Определим мощность, затрачиваемую на процесс резания
Nрез
=
 =
=
 = 1,68 кВт.
= 1,68 кВт.
Определим необходимую мощность на валу электродвигателя
Nэ
=
 =
=
 = 2,1 кВт,
= 2,1 кВт,
где ŋ = 0,8 – коэффициент полезного действия электродвигателя.
Nэ = 2,1 кВт < Nст = 13,4 кВт
Действительная мощность электродвигателя станка больше необходимой мощности.
Коэффициент использования станка по мощности
КN
=
·
100 % =
 ·
100 % = 16 %
·
100 % = 16 %
Коэффициент использования инструмента по скорости резания
КV
=
 ·
100 % =
·
100 % =
 ·
100 % = 92 %
·
100 % = 92 %
Основное технологическое время
Т0
=
 ,
,
где l = 500 мм – длина обработки,
y = t · ctg φ = 2· 0,577 = 1,15 мм – величина врезания инструмента,
Δ = 3 мм – величина перебега инструмента
Т0
=
 = 3,2 мин.
= 3,2 мин.
Задача № 2. Проанализировать предложенные для заданных условий методы обработки и сопоставить эффективность их применения. Для этого необходимо:
Выбрать материал режущей части, обеспечивающей наибольшую производительность, геометрические параметры режущей части, критерий износа, оптимальный период стойкости для заданных условий; дать эскизы режущей части инструментов со всеми размерами геометрических параметров;
Показать схемы резания предложенных методов обработки с обозначением элементов срезаемого слоя;
Назначить оптимальный режим обработки с помощью нормативных таблиц;
Определить основное технологическое время;
Сопоставить эффективность применения указанных процессов.
Данные к задаче 2.
Обработать отверстие диаметром d1, полученным после штамповки, до диаметра d2 на длину l. Сопоставить эффективность обработки при различных процессах резаний: рассверливание; зенкерование
d1 отверстия до обработки, мм |
d2 отверстия после обработки, мм |
Длина отверстия, мм |
Шероховатость обработанной поверхности, мкм |
Материал |
Марка |
σВ, МПа |
НВ |
20 |
20,9 |
40 |
Rz 32 |
Сталь |
40ХН |
700 |
207 |
Решение:
Рассверливание.
Выбор станка
Для обработки отверстия с заданными условиями выбираем вертикально-сверлильный станок модели 2Н135А.
Выбор сверла
2.1 Выбор материала режущей части сверла
В основном, сверла делают из быстрорежущих сталей. Твердосплавные сверла делают для обработки конструкционных сталей высокой твердости (45...56 HRC). Исходя из твердости обрабатываемого материала – 207 НВ, принимаем решение о применении сверла из быстрорежущей стали Р18 ГОСТ 10903 – 77. Крепежную часть сверла изготовим из стали 40Х (ГОСТ 454 – 74).
2.2 Назначение размеров сверла
Для обработки отверстия Ø20,9 мм выбираем сверло спиральное с коническим хвостовиком по ГОСТ10903-77: d = 20,90 мм; L = 243 мм; l=145 мм. Конус Морзе – № 2.
Сверло нормальной точности диаметром d=20,90 мм, класса точности В: Сверло 2301-0072 ГОСТ 10903-77.

Рис. 2.1 Конструкция спирального сверла
l
– рабочая
часть, включающая в себя режущую и
направляющую части;
l1
-
режущая часть, имеющая главные режущие
кромки 3;
l2
–
направляющая часть, имеющая ленточки
5 и стружечные винтовые канавки - служит
для
направления
сверла в отверстие;
l3
–
крепежная часть (состоит из шейки 7,
хвостовика 8, лапки 9); 1 – передняя
поверхность; 2 – главная задняя
поверхность; 3 – главная режущая кромка;
4 – поперечная кромка (перемычка) –
определяет жесткость и прочность сверла
и отрицательно сказывается на процессе
сверления из-за отрицательного переднего
угла на
данной
кромке; 5 – ленточка, часть которой
(длиной
 )
служит вспомогательной режущей кромкой
(6).
)
служит вспомогательной режущей кромкой
(6).