

4.2.4. Велосимметрический метод
Велосимметрический метод основан на влиянии дефекта на скорость Сн распространения нормальных изгибных волн в контролируемых тонкостенных изделиях и регистрации изменения этой скорости по фазе волны в точке приема.
Сущность одностороннего метода заключается в следующем. На поверхность изделия 1 устанавливают искательную головку 2, имеющую излучающий 3 и приемный 4 пъезоэлементы (рис. 4.9, а).
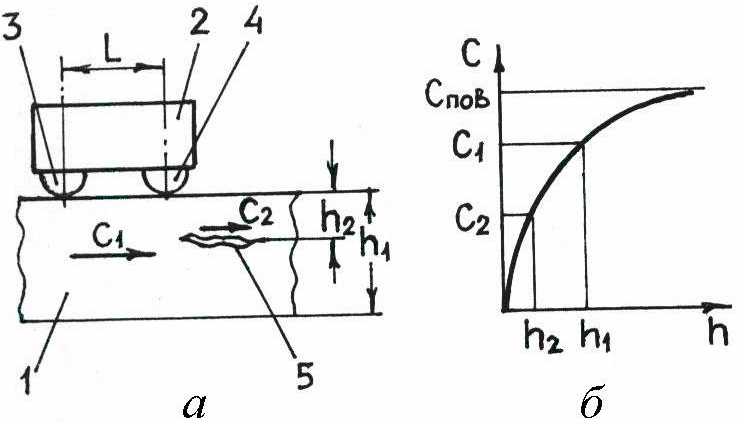
Рис. 4.9. Схема одностороннего велосимметрического метода (а) и характерная зависимость скорости С распространения изгибных волн в изделии 1 от его толщины h (б): 2 – искательная головка; 3 – излучающий пьезоэлемент; 4 – приемный пьезоэлемент; 5 – дефект (C1 – скорость волны в бездефектном месте изделия, С2 – в дефектном месте)
От излучателя во все стороны распространяются нормальные изгибные волны. Зависимость скорости С их распространения от толщины h имеет форму кривой, выходящей из начала координат (рис. 4.9, б) и при увеличении h асимптотически стремящейся к значению скорости Спов поверхностной волны.
При расположении искательной головки над дефектом 5, залегающим на глубине h2, упругая волна распространяется в слое h2 h1 со скоростью С2 С1. Уменьшение скорости приводит к изменению фазы волны в точке приема, которое фиксируется аппаратурой и служит признаком дефекта.
В двустороннем варианте велосимметрического метода излучатель и приемник устанавливают соосно с обеих сторон изделия. В бездефектной зоне упругие колебания проходят сквозь изделие по кратчайшему пути в виде продольных волн. Если же в изделии имеется дефект, препятствующий прямому прохождению продольных волн, то энергия от излучателя к приемнику передается в виде изгибных волн, огибающих дефект со всех сторон. Поскольку скорость изгибных волн меньше, чем продольных, а пройденный ими путь больше, то в зоне дефекта фаза волны (в точке приема) отстает от фазы в бездефектном месте, что и служит основным признаком наличия дефекта. Велосимметрический метод применяют для контроля клеевых соединений и слоистых изделий из ПКМ толщиной до 50 мм. При этом выявляются дефекты (непроклеи и расслоения) с площадью от 1,5 до 15 см2 в зависимости от особенностей объекта и глубины залегания дефекта.
4.2.5. Спектральный метод (метод свободных колебаний)
Спектральный метод (метод свободных колебаний) основан на анализе частотного спектра свободных колебаний, возбуждаемых в контролируемой детали.
Сущность метода заключается в следующем. Если твердое тело, обладающее определенной массой и жесткостью, возбудить резким ударом, то в нем возникнут свободные (иначе - собственные) затухающие колебания. При заданных размерах и форме изделия, однородности материала, из которого оно изготовлено, частота fсоб собственных колебаний является вполне определенной величиной. При наличии же в изделии дефекта (расслоения, непроклея, раковины и т.п.) параметры колебательной системы изменятся, что приведет к изменению fсоб и логарифмического декремента их затухания.
На рис. 4.10 показана схема контроля клеевого соединения методом свободных колебаний. Боек датчика, укрепленный на якоре электромагнита 5, ударяет по поверхности обшивки 1 с частотой питающего электромагнит переменного тока, возбуждая в клеевом соединении свободные колебания. Микрофон 6 (пьезоэлемент), установленный на поверхности обшивки, воспринимает эти колебания и передает их в виде электрических сигналов на усилитель 7, на выходе которого включено реле 8, управляющее сигнальной лампочкой 9. Если датчик находится на участке с непроклеем 3, частота и амплитуда возбуждаемых в изделии колебаний резко изменяются, сигнал на выходе усилителя уменьшается, срабатывает реле и загорается сигнальная лампочка.
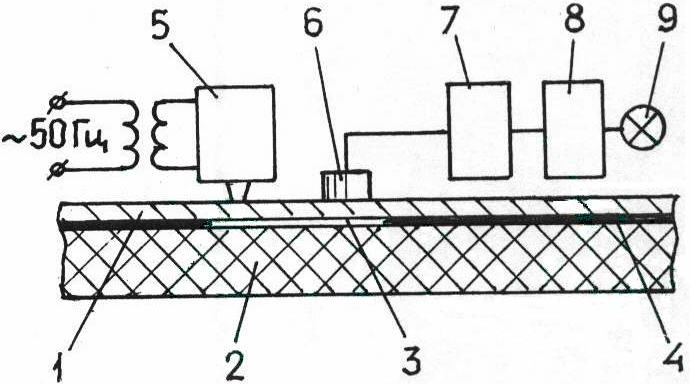
Рис. 4.10. Схема контроля клеевого соединения методом свободных колебаний: 1 – обшивка; 2 - пластина; 3 - непроклей; 4 – клеевая прослойка; 5 - электромагнит; 6 – микрофон (пьезоэлемент); 7 - усилитель; 8 – релейное устройство; 9 – сигнальное устройство
Этот метод позволяет выявлять дефекты типа непроклеев, расслоений в слоистых конструкциях, а также крупные несплошности в массивных деталях.