

4.3.5. Шпоночные соединения с помощью низких клиновых шпонок с головкой и без головки
Это шпоночное соединение не имеет принципиальных отличий от соединения обычными клиновыми шпонками и предназначено для специальных случаев, например при соединении тонкостенных деталей. При этих шпоночных соединениях вместо шпоночного паза на валу делается "лыска" и нормируется высота среза (t1), а для втулки нормируется, как и для других шпоночных соединений, ширина шпоночного паза полем допуска D10. Точность размера шпонки по его сечению нормируется полями допусков h9 и h11. Таким образом, точность шпоночного соединения нормируется, в основном, всего тремя полями допусков из ГОСТ 25347-82.
4.3.6. Понятия о шлицевых соединениях
Шлицевым соединением, или зубчатым соединением, называется разъемное соединение вала с отверстием, когда на валу имеются зубья (выступы), а в отверстии — соответствующие впадины (шлицы). Не надо путать эти зубчатые соединения с зубчатыми зацеплениями, предназначенными для передачи движения.
Охватывающую поверхность внутреннего цилиндра обычно в этих соединениях называют втулкой.
Основное назначение этих соединений заключается в передаче крутящего момента, а иногда и для создания осевого усилия.
Шлицевые соединения, в принципе, можно представить себе как многошпоночное соединение с равномерно расположенными шпонками. В зависимости от формы профиля выступов у вала и впадин у втулки имеются прямобочные шлицевые и эвольвентные соединения. Значительно реже применяются шлицевые соединения с треугольным профилем. Шлицевые соединения используются в тех же случаях, что и шпоночные соединения, но для передачи больших крутящих моментов и, кроме того, когда необходимо обеспечить относительно высокие требования к соосности (центрированию) вала и втулки.
4.3.7. Прямобочные шлицевые соединения
Эти соединения (рис. 52) используются в подвижных (с зазором) и неподвижных (с натягом) соединениях.
Для того чтобы обеспечить передачу разных значений моментов, при нормировании размеров шлицевых соединений (ГОСТ 1139-80) выделяют легкие, средние и тяжелые серии, которые отличаются, в основном, разными сочетаниями чисел зубьев (шлицев) (z), размерами внутреннего (d) и наружного (D) диаметров и шириной (b) зуба (впадины).
Прямобочные шлицевые соединения обычно охватывают валы с наружным диаметром от 14 до 125 мм (обратите внимание на рисунок, где названия диаметров — наружный и внутренний — даются аналогично резьбе, т.е. наружный диаметр находится "снаружи" у вала, а у втулки он расположен внутри). Стандартом нормируются определенные сочетания zхdхD, которые можно использовать.
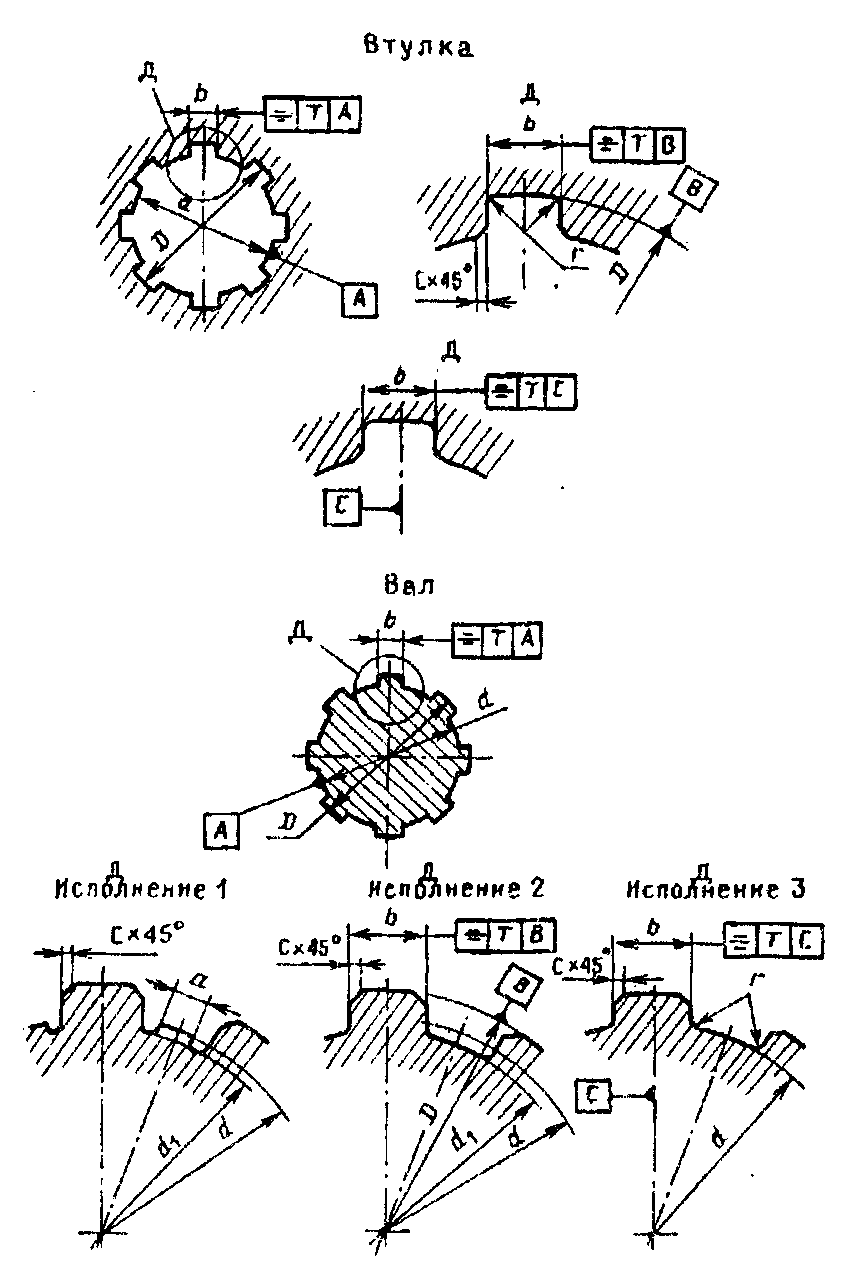
Рис. 52. Втулка и вал прямобочного шлицевого соединения
Необходимость нормирования сочетаний диаметров и числа зубьев объясняется тем, что втулки шлицевого соединения получаются способом протягивания. Инструмент для этого — протяжка — изготавливается под определенный размер втулки и для определенного числа шлицев (зубьев). Поэтому весьма важно внести ограничения типоразмеров этих втулок, так как инструмент протяжка очень сложный и дорогой. Нельзя допускать произвольное сочетание диаметров и количества зубьев. В прямобочных шлицевых соединениях зубья, по которым образуются сопряжения, расположены параллельно оси соединения и имеют плоские боковые поверхности.
Требования к параметрам шлицевого соединения задаются в зависимости от принятой системы центрирования между валом и втулкой, т.е. от той поверхности, по которой производится основное сопряжение, обеспечивающее расположение осей втулки и вала (рис. 53). Используют три способа центрирования: по наружной поверхности (D), по внутренней поверхности (рис. 53, а) (d) и по боковым поверхностям зубьев (b).

Рис. 53. Центрирование прямобочных шлицевых соединений: по наружному диаметру (a), по внутреннему диаметру (б),
по боковым поверхностям (в)
Необходимо иметь в виду, что поскольку обработку поверхности втулки, в основном, осуществляют протягиванием, то это в свою очередь предопределяет требование к материалу детали и возможные точности сопряжений.
1. Центрирование в шлицевых соединениях. Прежде чем рассмотреть вопросы центрирования по разным поверхностям шлицевых деталей, коротко разберем понятие "центрирование" и способ осуществления его при образовании шлицевого соединения. Термин "центрирование" широко применяется в машиностроении и характеризует точность расположения относительно друг друга.
Центрирование — это операция сборки, заключающаяся в выверке соосности детали с базовой поверхностью или общей осью.
Таким образом, термин "центрирование" не совсем точен, поскольку речь идет о действиях по совмещению осей, а не центров. Однако этот термин, характеризующий совмещение осей двух деталей, укоренился в машиностроении, и вызвано это, вероятно, процедурой действий при центрировании. В процессе центрирования измеряется радиальное биение центрируемой детали и по этому биению судят о совпадении осей. Как Вы должны помнить, радиальное биение измеряется в сечении цилиндра плоскостью, перпендикулярной оси цилиндра, и, фактически, вместо совпадения осей определяется совпадение центров. Отсюда и термин "центрирование", который употребляется, например, при выставлении оси заготовки с осью планшайбы станка, при этом условно пренебрегают влиянием на радиальное биение отклонений от круглости заготовки.
В отношении понятия о центрировании при образовании шлицевого соединения речь идет об обеспечении совмещения осей вала и втулки. Точность совмещений этих осей обеспечивается точностью посадки с зазором между сопрягаемыми, поверхностями. Но прежде чем рассмотреть эти посадки, надо обратить внимание на то, что шлицевое соединение отличается от обычного гладкого тем, что посадка (сопряжение) для шлицевых деталей осуществляется одновременно по трем поверхностям, т.е. по наружной поверхности, по внутренней и по боковым сторонам шлицев (зубьев).
Таким образом, при нормировании точности шлицевого соединения необходимо нормировать одновременно три посадки. Посадки эти должны быть разными по точности, так как невозможно изготовить все сопрягаемые поверхности одинаковой точности и невозможно будет обеспечить собираемость шлицевых деталей при одинаковой высокой точности. Точность совпадения осей в шлицевом соединении обеспечивается точностью сопряжений, т.е. значениями зазоров или натягов. Поэтому точность посадок по трем сопрягаемым поверхностям шлицевых деталей назначаются разными. И, естественно, что поверхность, для которой назначена более высокая точность сопряжения, будет обеспечивать точность совмещения осей. И если говорится, что центрирование шлицевого соединения осуществляется по наружному диаметру, это означает, что посадка по наружной поверхности (наружному диаметру) должна быть наиболее точной из трех посадок в данном шлицевом соединении.
Поскольку поверхности шлицевого соединения либо обеспечивают точность центрирования, т.е. совмещения осей, либо не выполняют этой функции, то возникает необходимость отдельного нормирования точности каждой поверхности, когда она является центрирующей и когда она не является центрирующей.
Центрирование по D (см. рис. 53, а) используется для подвижных и неподвижных соединений, при передаче небольших
крутящих моментов и в других соединениях, подвергаемых малому износу. Для обеспечения этого сопряжения втулка должна изготавливаться с относительно небольшой твердостью, чтобы обеспечить обработку чистовой протяжкой. Вал может иметь большую твердость и обрабатывается шлифованием по наружному диаметру (фрезерованием получают зубья). Этот способ центрирования наиболее простой и экономичный.
Центрирование по d (см. рис. 53, б) используется для получения высокой точности в отношении совмещения осей вала и втулки. Объясняется это тем, что отверстия по внутреннему диаметру и у вала, и у втулки могут быть окончательно обработаны шлифованием. Эти сопряжения используются, когда и вал, и втулка должны иметь большую твердость. Этот способ центрирования дорогой, но наиболее точный.
Центрирование по b (см. рис. 53, в) используется, когда необходимо передать большие крутящие моменты, особенно при знакопеременной нагрузке, тем более с реверсированием. При этом способе не обеспечивается высокая точность совпадения осей вала и втулки, и поэтому он применяется значительно реже, чем два других.
2. Поля допусков на размеры поверхностей прямобочного шлицевого соединения. Шлицевые детали образуют подвижные и неподвижные соединения, и поэтому нормируются отдельные поля допусков, отобранные по ГОСТ 25347-82. Естественно, что разные поля допусков нормируются, когда поверхность шлицевой детали является центрирующей (обеспечивает совмещение осей вала и втулки) или когда поверхность не выполняет функции центрирования.
А. Поля допусков для размеров центрирующих поверхностей. Эти поля допусков выбраны из ГОСТ 25347-82 в зависимости от обеспечения характера соединения — подвижного или неподвижного. При выборе полей допусков выделены поля предпочтительного применения.
При центрировании по внутреннему диаметру d. Для подвижных соединений точность внутреннего диаметра втулки (d) нормируется всего двумя полями допусков Н8 и Н7, причем последнее является предпочтительным, поскольку совпадает с нормируемым в международном документе ИСО. Для внутреннего диаметра вала нормируется пять полей допусков, среди которых поля допусков, среди которых поля допусков f7 и g7 являются предпочтительными.
При центрировании по внутреннему диаметру нормируются и поля допусков для посадок по ширине шлицев (зубьев) (b). Выделено шесть полей допусков для ширины шлицев втулок поля (Н9 и Н11 предпочтительные) и 12 полей допусков для ширины шлицев на вал (поля d10, f9 предпочтительные).
Для неподвижных соединений при центрировании по внутреннему диаметру нормируется одно поле допуска Н7 на внутренний диаметр втулки и четыре поля допуска на внутренний диаметр вала (из них h7 предпочтительное).
При центрировании по внутреннему диаметру при неподвижном соединении нормируются шесть полей допусков для ширины зубьев (шлицев) втулки (из них Н9 и Н11 предпочтительные) и пять полей допусков для шлицев вала (из них h10 предпочтительное).
При центрировании по наружному диаметру D.
Для подвижных соединений на наружный диаметр втулки нормируется четыре поля допуска (из них рекомендуется к применению Н7). Для вала нормируется шесть полей допусков (из них рекомендуются f7, g6, h7).
Для ширины шлицев при центрировании по наружному диаметру установлено четыре поля допуска для шлицев втулки (рекомендуются D9 и Р10) и восемь полей допусков для шлицев вала (рекомендуются d9, h9, f7, f8).
Для неподвижных соединений на центрирующий наружный диаметр нормируется одно поле допуска Н7 для диаметра втулки и два поля допуска для вала (рекомендуется js6).
Для неподвижного соединения и центрирования по наружному диаметру для ширины шлицев нормируются два поля допуска для шлицев втулки (рекомендуется F8) и два поля допуска для шлицев вала (рекомендуется js7).
При центрировании по боковым сторонам шлицев.
Для подвижного соединения нормируются три поля допусков для размера по ширине шлицев втулки (рекомендуются D9 и F10) и семь полей допусков для шлицев вала (рекомендуются е8 и f8).
Для неподвижного соединения нормируется три поля допусков для шлицев втулки (рекомендуется F8) и два поля допусков для шлицев вала (рекомендуется js7).
Перечисление полей допусков дано, естественно, не для запоминания, для представления об ограниченности отобранных полей допусков. Для полноты картины надо иметь в виду, что одни и те же поля допусков повторяются для разных поверхностей центрирования, и общее количество используемых полей допусков значительно меньше, чем сумма перечисленных в этом разделе.
Надо обратить внимание, что для всех поверхностей втулки дается значительно меньше полей допусков, чем для поверхностей валов, из-за трудности изготовления втулок и необходимости иметь дорогостоящий и сложный инструмент — протяжку.
Б. Поля допусков на размеры нецентрирующих поверхностей. Еще раз напомним, что при образовании шлицевого соединения необходимо нормировать требования к точности для посадки по трем поверхностям — наружной, внутренней и боковым сторонам шлицев. И при этом самая точная посадка из трех обеспечивает центрирование, т.е. совмещение осей вала и втулки. Естественно, что по поверхностям, которые не обеспечивают центрирования, применяются более грубые поля допусков, поскольку они должны обеспечить, в основном, только собираемость. В отношении нецентрирующих боковых сторон шлицев поля допусков были указаны при рассмотрении полей допусков по центрирующим поверхностям. Необходимость отдельного нормирования по ширине шлицев связана с тем, что если по другим нецентрирующим поверхностям (наружному и внутреннему диаметрам) требуется только обеспечить собираемость и в эксплуатации эти поверхности практически не участвуют, то боковые поверхности, даже если они не являются центрирующими, влияют на эксплуатационные свойства шлицевого сопряжения. Посадка по этим поверхностям влияет на относительное смещение вокруг оси вала и втулки, что особенно важно при работе щлицевого соединения с реверсом,
Наружный диаметр является нецентрирующим, когда центрирование осуществляется по поверхностям внутреннего диаметра (d) или по поверхностям боковых сторон шлицев (b). В этом случае для наружного диаметра вала (D) при подвижном соединении используются поля допусков а11, d10, f9, причем к применению рекомендуется первое поле допуска.
Для неподвижного соединения точность наружного диаметра у вала нормируется тремя полями допусков: а11, f9, h10, при этом к применению рекомендуется первое поле допуска.
Для нецентрирующего наружного диаметра втулки, вне зависимости от вида сопряжения, нормируется три поля допуска: Н10, H11, Н12, при этом к применению рекомендуется первое поле допуска.
Внутренний диаметр является нецентрирующим, когда центрирование осуществляется по наружному диаметру или по боковым сторонам шлицев, Для внутреннего диаметра втулки в этом случае нормируется всего одно поле допуска Н11 и для подвижного, и неподвижного соединений. Для нецентрирующего внутреннего диаметра вала вообще не нормируется требование к точности. В стандарте указано, что внутренний нецентрирующий диаметр d вала должен быть не менее диаметра d1 (см. рис. 52).
В. Нормирование точности расположения поверхностей элементов прямобочных шлицевых деталей. Для прямобочных шлицевых соединений, несмотря на сложность геометрической формы втулки и вала, нормируется практически только отклонение от симметричности боковых сторон зубьев (шлицев). Допуск задается в диаметральном выражении (см. рис. 52) относительно центрирующего элемента. Нормирование только одного показателя отклонения расположения связано, видимо, с тем, что основным методом контроля деталей шлицевого соединения (вала и втулки) является комплексный (проходной) калибр, выявляющий возможность сборки этих элементов. В стандарте на эти калибры установлены требования на расположения элементов.
Допуск симметричности нормируется в зависимости от ширины зуба (шлица) и устанавливается значениями от 0.010 до 0.018 мм.
Установившаяся во всем мире система контроля шлицевых деталей с помощью калибров нашла отражение не только указанием об этом в стандарте, нормирующим точностные данные для шлицевого соединения, но и на дополнительные требования в отношении еще одного параметра отклонения расположения. В ГОСТ 1139-80 указано, что если шлицевая деталь контролируется калибром, длина которого меньше длины детали, то дополнительно нормируются требования к отклонению от параллельности сторон зубьев (шлицев) вала и втулки относительно оси центрирующей поверхности. Отклонение от параллельности задается на длине 100 мм значением 0,03 мм при допуске на ширину шлицев от JТ6 до JТ8 и 0,05 мм при допуске от JТ9 и JT10.
Г. Посадки шлицевых прямобочных соединений. Как и для гладких цилиндрических соединений для элементов шлицевых
деталей в стандарте посадки непосредственно не нормируются. Они даны в виде рекомендаций в приложении к стандарту.
При центрировании по внутреннему диаметру (d) рекомендуется восемь посадок. При этом для внутреннего диаметра втулки используются поля допусков Н7 и Н8. Выделено пять посадок предпочтительного применения. Приняты допуски от 6-го до 8-го квалитетов с основными отклонениями е, f, g, h, js, n для вала. При центрировании по внутреннему диаметру с указанными посадками одновременно рекомендуется 43 посадки по боковым сторонам зубьев с использованием полей допусков D9, D10, F8, F10, Н8, Н9, Н11 для втулок. Выделено семь предпочтительных посадок с использованием основных отклонений для валов: d, е, f, h, js, k и квалитеты от 7-го до 10-го.
При центрировании по наружному диаметру (D) рекомендуется десять посадок по этому диаметру с использованием полей допусков основных отверстий Н7, Н8, Н10 и основных отклонений d, е, f, g, h, js, n для валов, т.е. те же основные отклонения, что и при центрировании по внутреннему диаметру, но добавлено основное отклонение е. Для валов используются допуски по квалитетам от 6-го до 8-го.
При центрировании по наружному диаметру даны рекомендуемые посадки по боковым сторонам шлицев. Таких посадок 16 — с использованием полей допусков D9, F8, F10 для шлицев втулок и с использованием тех же основных отклонений для шлицев валов, что и при центрировании по наружному диаметру, кроме отклонения k. Выделено семь посадок предпочтительного применения.
При центрировании по боковым сторонам шлицев рекомендуется 17 посадок с использованием тех же полей допусков, что и для шлицев при центрировании по наружному диаметру (D9, F8, F10). При этом для шлицев вала используются те же основные отклонения, что и при образовании посадок по боковым сторонам при центрировании по внутреннему диаметру. Допуски для ширины шлицев приняты по 7—9 квалитетам.
Во всех рекомендуемых посадках обычно квалитет вала на один меньше, чем квалитет отверстия, а в некоторых случаях разница больше, чем на один квалитет. Такое соотношение рекомендуется для гладких сопряжений.
Если тщательно проанализировать рекомендуемые посадки, то оказывается, что количество рекомендуемых посадок значительно меньше суммы посадок, приведенных выше при центрировании по разным поверхностям вала и втулки. Так, посадки, рекомендуемые по боковым сторонам шлицев при центрировании по наружному диаметру и по боковым сторонам, почти полностью совпадают с рекомендуемыми посадками по этим сторонам при центрировании по внутреннему диаметру. Таким образом, рекомендуемые посадки по боковым сторонам при центрировании по внутреннему диаметру содержат весь набор посадок при всех поверхностях центрирования.
Аналогично и с рекомендуемыми посадками при центрировании по наружному и внутреннему диаметрам для посадок по этим диаметрам. Эти рекомендации содержат шесть совпадающих посадок из восьми при центрировании по внутреннему диаметру и десять — по наружному.
Д. Условное обозначение прямобочных шлицевых соединений валов и втулок. При условном обозначении шлицевого соединения необходимо указать как основные конструктивные данные, так и точность изготовления размеров основных конструктивных поверхностей.
В обозначении указывается способ центрирования, число шлицев (зубьев), значение внутреннего диаметра и посадка по внутреннему диаметру, значение наружного диаметра и посадка по этому диаметру, значение ширины шлицев и посадка по шлицам.
Пример:
d—![]()
Это
обозначение указывает, что шлицевое
соединение должно быть образовано при
центрировании по внутреннему диаметру
(d),
имеет число зубьев 8 (z), значение
внутреннего диаметра d = 32 мм и посадка
по внутреннему диаметру
![]() ,
значение наружного диаметра D
= 40 мм и посадка по этому диаметру
,
значение наружного диаметра D
= 40 мм и посадка по этому диаметру
![]() ,
значение ширины шлицев (зубьев) b
= 7 мм и посадка по шлицам
,
значение ширины шлицев (зубьев) b
= 7 мм и посадка по шлицам
![]() .
.
При центрировании по наружному диаметру (D):
D—![]() .
.
При центрировании по боковым сторонам шлицев (b):
b—![]() .
.
Структура обозначения вала и втулки аналогична обозначению сопряжения, но с указанием полей допусков только для одного элемента соединения, например, при центрировании по внутреннему диаметру.
Для втулки: d—8х36Н7х40Н12х7Н9,
Для вала: d—8х36f7х 40а11х7f9.
При условном обозначении шлицевого соединения разрешается не указывать посадку или поле допуска по нецентрирующим поверхностям, но для ширины шлицев поля допусков и посадки надо указывать обязательно, даже если они нецентрирующие:
![]()
![]()
![]()