

3. Литература
1. Бобров, В.Ф. Основы теории резания металлов/ В.Ф. Бобров. - М.: Машиностроение, 1975.-344с.
2. Грановский, Г.И. Резание металлов/ Г.И. Грановский, В.Г. Грановский.- М.: Высш. шк., 1985.-304с.
3. Вульф, А.М. Резание металлов/ А.М. Вульф. - Л.: Машиностроение, 1973. -496с.
4. Филоненко, С.Н. Резание металлов/ С.Н. Филоненко.- Киев: Вища школа, 1969.- 260с.
5. Горбунов, В.И. Обработка металлов резанием, металлорежущий инструмент и станки/ В.И. Горбунов.- М.: Машиностроение, 1981.- 287с.
6. Аршинов, А.А. Резание металлов и металлорежущий инструмент/ А.А. Аршинов, Г.А. Алексеев. - М.: Машиностроение, 1976, -440с.
7. Космачев, И.Г. Инструментальные материалы/ Космачев И.Г. - Л.: Лениздат, 1975.- 117с.
4. КОНТРОЛЬНАЯ РАБОТА ДЛЯ СТУДЕНТОВ ЗАОЧНОЙ ФОРМЫ ОБУЧЕНИЯ
Контрольная работа включает реферат по теоретической части курса и практическое (расчетное) задание.
4.1. Вопрос для реферата выдается преподавателем.
4.2. Практическое (расчетное) задание.
Расчет режима резания и времени обработки при наружном продольном обтачивании или растачивании заготовки (рис.1.) на универсальном токарно-винторезном станке. Исходные данные по вариантам приведены в табл.1.
Технологические схемы обработки (по вариантам)
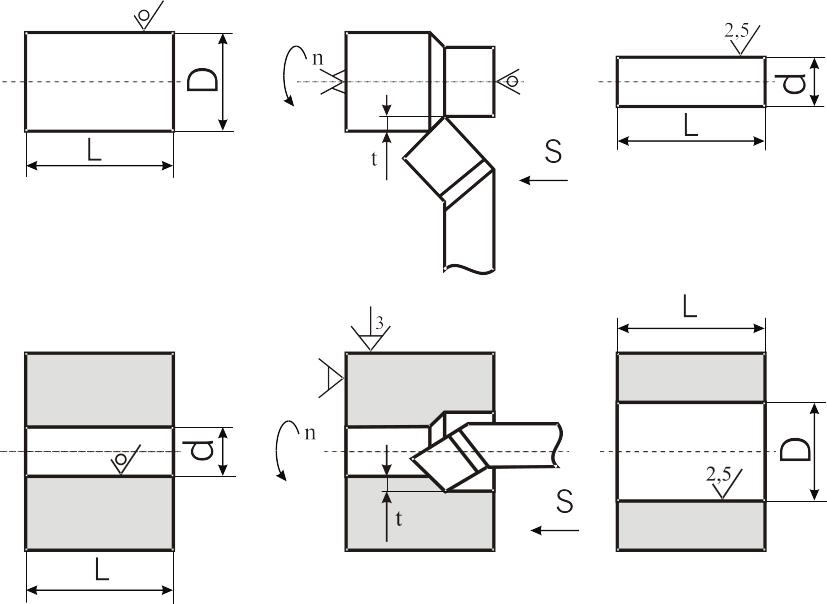
1.Заготовка 2.Точение (растачивание) 3.Деталь
Рис.1.
Порядок расчета:
1.Выбрать марку станка, выписать его технические характеристики.
2.Выбрать инструмент (тип резца, марка инструментального материала, геометрические параметры режущей части, углы заточки). Привести эскизы резцов, выбранных для черновой и для чистовой обработки.
3.Определить припуск на обработку.
4.Выбрать глубину резания t для всех переходов. Привести технологические схемы процессов обработки по переходам.
5.Выбрать значения подачи S для всех переходов.
6.Рассчитать скорость резания V для всех переходов.
7.Рассчитать числа оборотов шпинделя n для всех переходов.
8.Согласовать расчетные значения n с характеристиками станка. Уточнить значения скорости резания.
9.Рассчитать величину составляющих силы резания Pz, Py, Px.
10.Проверить выбранные по таблицам (см. п.5) подачи по прочности державки резца, прочности пластинки твердого сплава, жесткости детали и прочности механизма станка. При невыполнении условий выбрать другие значения подачи и произвести расчет от п.6.
11.Рассчитать мощность, необходимую для процесса резания Nрез.
12.Сравнить Nрез с мощностью главного привода станка (с учетом КПД).При невыполнении соответствующего условия откорректировать значения подачи и глубины резания и произвести новый расчет.
13.Определить длину L черновых и чистовых ходов инструмента при обтачивании детали.
14.Рассчитать основное время обработки детали to.
Исходные данные к практической части Таблица 1
№ варианта |
Материал |
Свойства материала детали |
Размеры к эскизам (мм) |
||||
Точение |
Растачивание |
детали |
в, н/мм2 |
НВ |
L |
D |
d |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
1 |
51 |
СЧ12-28 |
- |
170 |
100 |
158 |
124 |
2 |
52 |
КЧ30-6 |
- |
163 |
25 |
50 |
32 |
3 |
53 |
20Х |
550 |
- |
70 |
180 |
151 |
4 |
54 |
Сталь30 |
580 |
- |
38 |
310 |
278 |
5 |
55 |
65Г |
700 |
- |
131 |
160 |
128 |
6 |
56 |
СЧ12-28 |
- |
170 |
24 |
290 |
258 |
7 |
57 |
Сталь45 |
550 |
- |
86 |
68 |
49 |
8 |
58 |
КЧ30-6 |
- |
180 |
40 |
204 |
183 |
9 |
59 |
Сталь45 |
690 |
- |
120 |
79 |
60 |
10 |
60 |
СЧ12-28 |
- |
176 |
70 |
36 |
22 |
11 |
61 |
Сталь45 |
580 |
- |
80 |
45 |
32 |
12 |
62 |
КЧ30-6 |
- |
179 |
90 |
171 |
146 |
13 |
63 |
1Х18Н10Т |
750 |
- |
160 |
103 |
86 |
14 |
64 |
Ст3 |
500 |
- |
60 |
51 |
39 |
15 |
65 |
20Х |
580 |
- |
58 |
48 |
29 |
16 |
66 |
КЧ30-6 |
- |
160 |
130 |
192 |
167 |
17 |
67 |
1Х18Н10Т |
520 |
- |
150 |
125 |
101 |
Продолжение табл.1 |
|||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
18 |
68 |
Сталь45 |
580 |
- |
140 |
182 |
160 |
19 |
69 |
СЧ12-28 |
- |
170 |
20 |
351 |
334 |
20 |
70 |
СЧ12-28 |
- |
160 |
80 |
210 |
178 |
21 |
71 |
Сталь45 |
600 |
- |
160 |
144 |
123 |
22 |
72 |
Ст3 |
500 |
- |
100 |
90 |
72 |
23 |
73 |
СЧ12-28 |
- |
170 |
50 |
358 |
332 |
24 |
74 |
20Х |
660 |
- |
54 |
29 |
15 |
25 |
75 |
Ст3 |
480 |
- |
90 |
98 |
79 |
26 |
76 |
КЧ30-6 |
- |
160 |
100 |
54 |
42 |
27 |
77 |
20Х |
780 |
- |
120 |
99 |
77 |
28 |
78 |
СЧ24-44 |
- |
210 |
130 |
122 |
103 |
29 |
79 |
Сталь45 |
620 |
- |
162 |
230 |
198 |
30 |
80 |
СЧ24-44 |
- |
230 |
160 |
292 |
276 |
31 |
81 |
1Х18Н10Т |
550 |
- |
230 |
91 |
77 |
32 |
82 |
1Х18Н10Т |
530 |
- |
140 |
97 |
84 |
33 |
83 |
СЧ12-28 |
- |
178 |
40 |
158 |
137 |
34 |
84 |
СЧ24-44 |
- |
236 |
20 |
310 |
294 |
35 |
85 |
КЧ30-6 |
- |
167 |
40 |
245 |
230 |
36 |
86 |
КЧ30-6 |
- |
170 |
200 |
136 |
119 |
37 |
87 |
Сталь45 |
550 |
- |
30 |
248 |
227 |
38 |
88 |
СЧ12-28 |
- |
160 |
42 |
170 |
156 |
39 |
89 |
Сталь45 |
680 |
- |
38 |
132 |
118 |
40 |
90 |
СЧ12-28 |
- |
150 |
205 |
356 |
342 |
41 |
91 |
Сталь45 |
500 |
- |
160 |
145 |
123 |
42 |
92 |
Ст3 |
550 |
- |
200 |
96 |
87 |
43 |
93 |
СЧ12-28 |
- |
190 |
56 |
380 |
350 |
44 |
94 |
20Х |
670 |
- |
58 |
28 |
19 |
45 |
95 |
Ст3 |
580 |
- |
150 |
108 |
86 |
46 |
96 |
КЧ30-6 |
- |
170 |
100 |
56 |
43 |
47 |
97 |
Ст3 |
540 |
- |
170 |
148 |
127 |
48 |
98 |
65Г |
680 |
- |
160 |
149 |
120 |
49 |
99 |
СЧ12-28 |
- |
180 |
72 |
180 |
164 |
50 |
100 |
Сталь45 |
640 |
- |
200 |
136 |
115 |
5. УКАЗАНИЯ К ВЫПОЛНЕНИЮ КОНТРОЛЬНОГО ЗАДАНИЯ
Выбор марки токарно-винторезного станка для обработки детали производится с учетом габаритов его рабочего пространства, диапазона изменения частоты вращения шпинделя, мощности главного привода.
При выборе инструментов обратить внимание на то, что резцы для черновой и чистовой обработки отличаются по геометрическим параметрам и применяемым инструментальным материалам.
Глубина
резания (t).
При продольном наружном обтачивании
на токарном станке суммарный припуск
на обработку определяется как разность
между исходным и полученным диаметром,
при растачивании - как разность между
полученным и исходным диаметром:
![]() .
При черновой обработке максимальная
глубина резания tmax
=58мм,
при чистовой обработке рекомендуется
t=0,51,5мм
.
При черновой обработке максимальная
глубина резания tmax
=58мм,
при чистовой обработке рекомендуется
t=0,51,5мм
Подача (S). Зависит от материала детали, материала и формы инструмента, а так же от характеристик станка на котором данная деталь обрабатывается. Рекомендуемые подачи для черновой и чистовой обработки резцами приведены в приложении 1.
При черновых работах выбранную по таблицам подачу согласовать с характеристиками станка, затем, после расчета скорости резания и сил Py, Pz, проверить по прочности державки резца, прочности пластинки твердого сплава, жесткости детали.
Проверка подачи расчетом державки резца на изгиб от действия вертикальной составляющей силы резания Pz в Н производится по формулам:
для
державок прямоугольного сечения:![]() ;
;
для
державок круглого сечения:
![]() ;
;
где: В и Н - ширина и высота державки прямоугольного сечения в мм;
d - диаметр круглой державки в мм;
l - вылет резца в мм,
u - допускаемое напряжение на изгиб в Н/мм2.
Для державок из конструкционной стали с пределом прочности вр=600-700 Н/мм2 u=200 Н/мм2.
Проверка выбранной подачи по прочности пластинки производится для резцов с пластинками из твердого сплава по табл. 8 (приложение 1).
По жесткости детали выбранную подачу проверяют, исходя из точности обработки (стрела прогиба обработанной детали не должна превышать 0.25 поля допуска, соответствующего данной обработке).
В этом случае допускаемая точностью обработки радиальная сила Py в Н определяется по следующим уравнениям:
при
закреплении заготовки в центрах
![]()
![]() ;
;
при
закреплении в патроне
![]() ;
;
при
закреплении в патроне и заднем центре
![]() ,
где
,
где
f - стрела прогиба в мм;
l - длина детали ( заготовки ) в мм;
E - модуль упругости, равный для стали 210000 Н/мм2;
J
- момент инерции поперечного сечения
детали (заготовки),
![]() ,
где D
- диаметр детали в мм.
,
где D
- диаметр детали в мм.
Скорость резания (V). Данный параметр зависит от глубины резания, подачи, материала обрабатываемой детали, используемого инструмента. В данной работе скорость резания V в м/мин при наружном продольном точении рассчитывается по эмпирической формуле:
![]()
Кv = Кmv Кnv Кv К1v КrvКиv Кqv Коv,, где
Кmv - поправочный коэффициент, учитывающий влияние механических свойств обрабатываемого материала на Vрез. ;
Кnv - поправочный коэффициент, учитывающий влияние качества заготовки на Vрез;
Кv,К1v,Кrv- поправочные коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на Vрез;
Киv - поправочный коэффициент, учитывающий влияние материала режущей части инструмента на Vрез;
Коv- поправочный коэффициент, учитывающий влияние вида обработки на Vрез;
Кqv- поправочный коэффициент, учитывающий влияние площади поперечного сечения державки резца с режущей частью на Vрез.
При расчете по эмпирической формуле скорости резания для чистовой обработки (малые глубина резания и подача) могут быть получены завышенные значения. При использовании инструмента с твердосплавной режущей частью не следует принимать скорость резания более 250 м/мин.
Частота вращения. Параметр рассчитывается по формуле:
![]() ,
где
,
где
D - наибольший диаметр детали в зоне резания. Затем, для согласования расчетных данных с техническими возможностями оборудования выбирается ближайшее меньшее значение по техническим характеристикам выбранного станка (nст), и уточняется скорость резания по формуле:
![]() .
.
Pz - главная вертикальная (тангенциальная) составляющая силы резания при точении; в общем случае - сила, действующая в направлении скорости главного движения резания. Зависит от параметров режима резания, материала обрабатываемой детали, используемого инструмента. В данной работе рассчитывается по эмпирической формуле [Л2].
![]() (Н)
(Н)
![]() ,
где
,
где
![]() -
поправочный коэффициент, учитывающий
влияние механических свойств
обрабатываемого материала на Рz.
;
-
поправочный коэффициент, учитывающий
влияние механических свойств
обрабатываемого материала на Рz.
;
![]() -
поправочный коэффициент, учитывающий
влияние качества заготовки на Рz;
-
поправочный коэффициент, учитывающий
влияние качества заготовки на Рz;
![]() -
поправочные коэффициенты, учитывающие
влияние геометрических параметров
режущей части инструмента на Рz.
-
поправочные коэффициенты, учитывающие
влияние геометрических параметров
режущей части инструмента на Рz.
Py, Px рассчитываются по аналогичной методике.
Эффективная мощность резания рассчитывается по формуле:
![]() (Квт.)
Мощность главного двигателя станка с
учетом КПД должна быть больше Nрез.
(Квт.)
Мощность главного двигателя станка с
учетом КПД должна быть больше Nрез.
Nрез N ст
При отсутствии информации о КПД станка, можно принять = 0,8
Длина рабочего хода инструмента. Определяется длиной обрабатываемой инструментом поверхности детали с учетом длин ходов медленного подвода, врезания и перебега.
Длина рабочего хода определяется по формуле:
![]() (мм),
(мм),
где:
![]() - длина обрабатываемой поверхности
детали (по чертежу);
- длина обрабатываемой поверхности
детали (по чертежу);
![]() -
длина хода медленного подвода инструмента
к обрабатываемой поверхности. Назначается
с целью исключения возможности удара
инструмента о заготовку на быстром
ходу. Величина
зависит от габаритов заготовки, состояния
ее поверхностей (кривизна торцев, наличие
заусенцев, облоя и др. дефектов) и
составляет обычно от 2 до 6 мм;
-
длина хода медленного подвода инструмента
к обрабатываемой поверхности. Назначается
с целью исключения возможности удара
инструмента о заготовку на быстром
ходу. Величина
зависит от габаритов заготовки, состояния
ее поверхностей (кривизна торцев, наличие
заусенцев, облоя и др. дефектов) и
составляет обычно от 2 до 6 мм;
![]() -
длина хода инструмента в процессе
врезания. Зависит от величины глубины
резания t
и главного угла в плане φ.
Lвр
= t ·
ctg
φ;
-
длина хода инструмента в процессе
врезания. Зависит от величины глубины
резания t
и главного угла в плане φ.
Lвр
= t ·
ctg
φ;
![]() -
длина хода перебега инструмента в конце
рабочего движения. Назначается при
обработке «на проход» с целью исключения
возможности сохранения на обработанной
поверхности дефектов (облоя) образующихся
вследствие пластического выдавливания
обрабатываемого материала из зоны
стружкообразования. Величина
зависит от габаритов заготовки, свойств
обрабатываемого материала, геометрических
параметров инструмента и составляет
обычно от 1 до 4 мм;
-
длина хода перебега инструмента в конце
рабочего движения. Назначается при
обработке «на проход» с целью исключения
возможности сохранения на обработанной
поверхности дефектов (облоя) образующихся
вследствие пластического выдавливания
обрабатываемого материала из зоны
стружкообразования. Величина
зависит от габаритов заготовки, свойств
обрабатываемого материала, геометрических
параметров инструмента и составляет
обычно от 1 до 4 мм;
Основное время выполнения технологических переходов t0 рассчитывается по формуле:
![]() (мин),
где
(мин),
где
Lчерн - длина соответствующего рабочего хода инструмента;
i- число проходов с одинаковым режимом резания;
n – соответствующая частота вращения детали, согласованная с техническими характеристиками станка;
S – соответствующее значение подачи, согласованное с техническими характеристиками станка.