

Технологическая схема линии производства мороженого.


Состав линии
1. Охлаждаемые резервуары хранения
2. Смесительные ванны
3. Весовой бункер
4. Ёмкость для смешивания
5. Гомогенизатор
6. Пластинчатая 4х секционная пастеризационно-охладительная установка.
7. Сливкосозревательные ванны
8. Емкость смесей для мороженного
9. Пластинчатый охладитель
3 Описание и анализ машино- аппаратурной схемы производства
Начальные стадии технологического процесса производства мороженого выполняются при помощи комплексов оборудования для приема, охлаждения, переработки, хранения и транспортирования сырья. Приемку сырья осуществляют при помощи весов (молокосчетчиков), сепараторов-молокоочистителей, пластинчатых охладителей, фильтров и вспомогательного
оборудования.
Ведущий комплекс линии состоит из подогревателей, сепараторов-
сливкоотделителей, гомогенизаторов, пастеризаторов, охладителей и емкостей для хранения полуфабрикатов.
Завершающий комплекс оборудования линии обеспечивает фасование, закаливание и хранение готовой продукции. Он содержит фасовочно-упаковочные машины и оборудование морозильных камер для готовой продукции.
Машинно-аппаратурная схема линии производства мороженого приведена на
рисунке.

 Устройство
и принцип действия линии.
Устройство
и принцип действия линии.
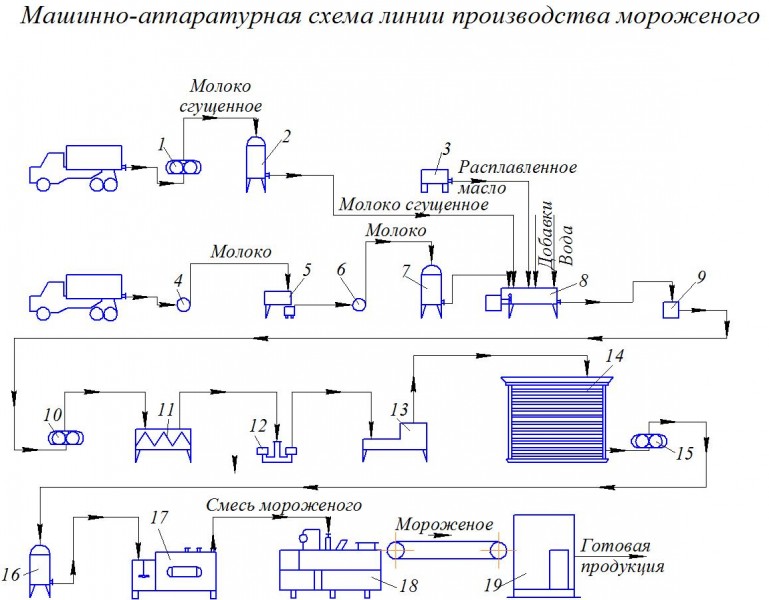
Цельное молоко поступает в автоцистерне и перекачивается насосом 4 на весы 5, где его взвешивают и с помощью насоса 6 направляют в вертикальный резервуар 7, где оно сохраняется при температуре не выше 6 °С.
Сгущенное молоко также поступает на предприятие в автоцистерне и перекачивается насосом 1 в специальный резервуар 2. Сгущенное молоко хранится при температуре от 0 до 20 °С и относительной влажности воздуха не выше 85 % не более одного месяца со дня выработки. Монолит масла перед внесением в смесь расплавляют на маслоплавителе 3. Компоненты смешивают в смесительной ванне 8 в определенной последовательности при температуре 35...45 °С. Сначала заливают жидкие продуктыи вводят сгущенное молоко. Затем вносят сухие продукты - добавки, стабилизаторы и т.д. Подогрев производится острым паром через барботер. Давление греющего пара
0,08 МПа. Для удаления из смеси нерастворившихся комков сырья и возможных механических примесей ее фильтруют, используя для этого цилиндрический фильтр 9. Насосом 10 смесь подается в пароводяной пастеризатор 11 со змеевиковой мешалкой.Давление рабочего пара 0,3 МПа. Температура пастеризации 86 °С. Время пастеризации 5 мин. Пастеризация предназначена для уничтожения в смеси болезнетворных бактерий и снижения микрофлоры. Из пастеризатора смесь под давлением 0,2...0,25 МПа подается в фильтр 12. Затем смесь обрабатывают в гомогенизаторе 13 для раздробления жировых шариков с целью улучшения структуры мороженого. Гомогенизация смеси препятствует отстаиванию жира и образованию комочков масла при фризеровании. Смесь гомогенизируется при температуре близкой к температуре пастеризации,
при этом не допускается охлаждение смеси. Размер жировых шариков не должен
превышать 2 мкм. После гомогенизации смесь охлаждается до температуры минус 4 °С на оросительном охладителе 14 открытого типа, с целью создания неблагоприятных условий для жизнедеятельности и развития микроорганизмов, которые могут попасть в смесь после пастеризации. Смесь охлаждают холодной водой, затем рассолом с температурой минус 5...7 °С. Рабочее давление воды и рассола 120...200 кПа. Продукт и хладоноситель движутся противотоком. При более низкой температуре рассола происходит загустение смеси и намерзание на поверхность охладителя.
Смесь для приготовления мороженого после охлаждения направляют насосом 15 с специальные теплоизолированные резервуары 16. Выдержка является обязательной стадией технологического процесса: она необходима для повышения вязкости смеси. Смесь выдерживают при температуре 2...6 °С не более 24 часов. Фризерование осуществляется в фризерах 7 7, в которые смесь поступает с температурой 2.. .6 °С.
Фризерование заканчивают при достижении температуры смеси минус
4,5...6 °С, при этом
в лед превращается 45...50 %
всей влаги,
содержащейся в продукте. Одновременно
с охлаждением смеси во фризере происходит
ее взбивание - насыщение воздухом,
который распределяется в виде пузырьков.
При этом желательно получить более
мелкие воздушные пузырьки и равномерно
их распределить по объему продукта.
После фризерования смесь продукта
 поступает
в дозатор фасовочной машины 18,
в которой
происходит деление смеси на порции и
упаковка их в брикеты. Для последующего
хранения и защиты брикетов мороженого
от механических воздействий их подвергают
закаливанию, то есть выдерживают при
температуре минус 28...35 °С в скороморозильном
аппарате 19.
После
закаливания продукт является полностью
поступает
в дозатор фасовочной машины 18,
в которой
происходит деление смеси на порции и
упаковка их в брикеты. Для последующего
хранения и защиты брикетов мороженого
от механических воздействий их подвергают
закаливанию, то есть выдерживают при
температуре минус 28...35 °С в скороморозильном
аппарате 19.
После
закаливания продукт является полностью
готовым и может поступать на реализацию.