

Технические характеристики
КЛАСС АРМАТУРЫ |
ДИАМЕТР /КОЛ-ВО ПРУТЬЕВ |
|||
А I 45 кг/мм² |
Ø 36х1 |
Ø 18х2 |
Ø 9х4 |
Ø 6х6 |
А II 65 кг/мм² |
Ø 28х1 |
Ø 16х2 |
Ø 9х3 |
Ø 6х4 |
А III 85 кг/мм² |
Ø 26х1 |
Ø 12х2 |
Ø 6х3 |
Ø 4х6 |
Полигоны изготовления бетонных конструкций.
Основным видом предприятий , изготавливающих ж/б конструкции для строительства, являются заводы ж/б изделий, где путём использования специального оборудования обеспечивается комплексная механизация и передовая технология.
Некоторую часть конструкций строительные организации изготавливают собственными силами. В связи с большой рассредоточенностью объектов строительства и значительным удалением от заводов ж/б изделий приобретает определённое значение полигонный способ изготовления конструкций.
Полигон – временное предприятие, организуемое на небольшом уда-
лении от местных запасов песка, щебня, поблизости от
центра предполагаемого потребления сборных сооружений.
По сравнению со строительством заводов сооружение полигонов требует меньших капиталовложений, меньшего срока строительства и более простого оборудования.
На полигонах возможно изготовление изделий различных типов и сравнительно легко осуществляется переход от производства одних деталей к выпуску других. Организуются они в целях:
- изготовления элементов сборных конструкций для объектов строительства, удалённых от стационарных заводов на расстояния, превышающие экономически целесообразную дальность возки этих элементов;
- для изготовления крупноразмерных негабаритных или нестандартных конструкций.
В условиях капитального строительства полигон может:
- представлять собой самостоятельное предприятие,
- или организовываться при действующем заводе,
- или монтироваться непосредственно на строительной площадке.
Полигон, организуемый при стационарном заводе (обычно на летнее время), пользуется энергетической базой, производственными установками последнего и обеспечивает повышение производственной мощности основного предприятия.
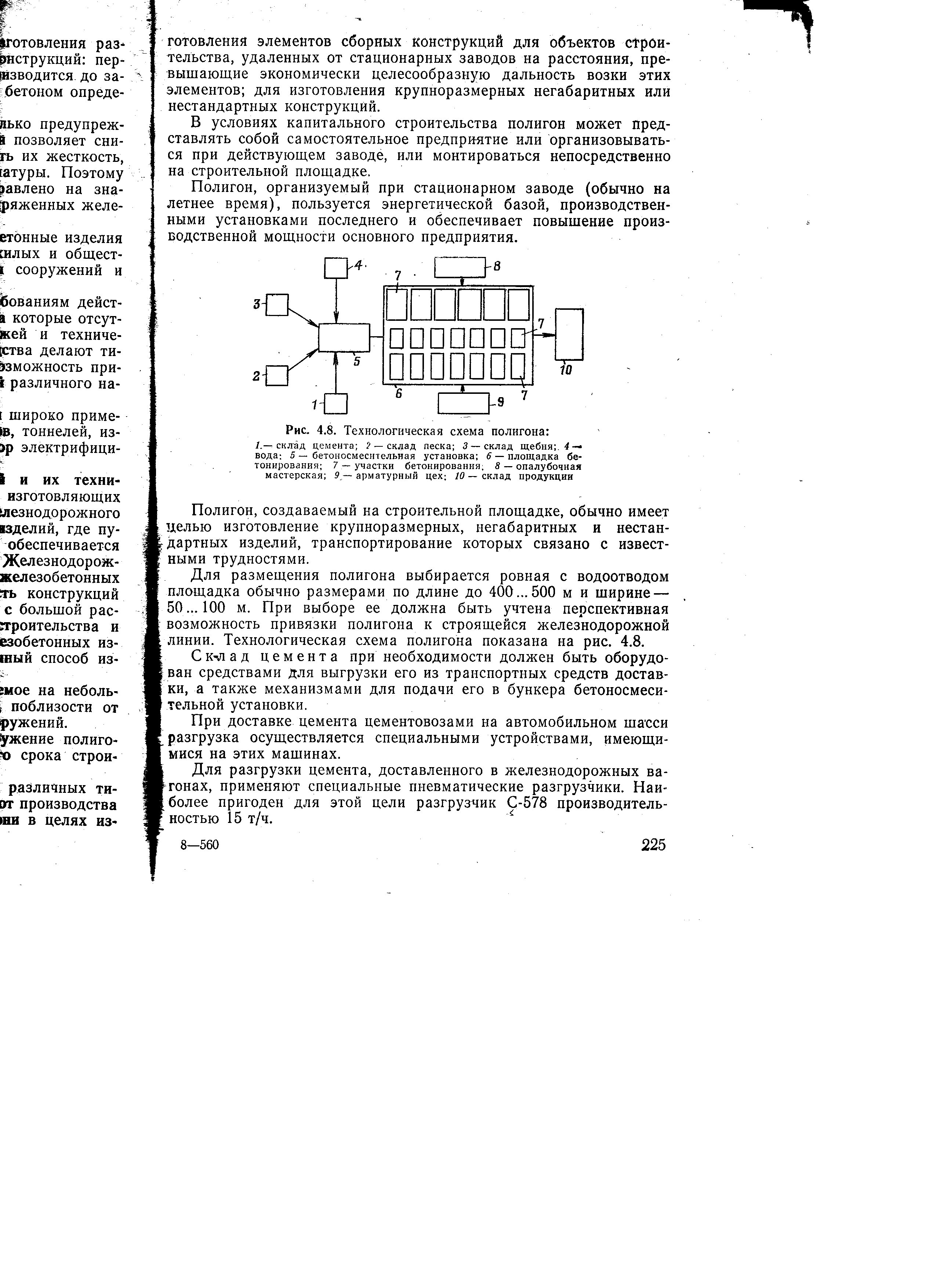
Рис.37. Технологическая схема полигона:
1 –склад цемента; 2 – склад песка; 3 – склад щебня; 4 – вода;
5 - бетоносмесительная установка; 6 – площадка бетонирования;
7 – участки бетонирования; 8 – опалубочная мастерская;
9 – арматурный цех; 10 – склад продукции.
Полигон, создаваемый на строительной площадке, обычно имеет целью изготовление крупноразмерных, негабаритных и нестандартных изделий, транспортирование которых связано с известными трудностями.
Для размещения полигона выбирается ровная с водоотводом площадка обычно размерами по длине до 400÷500 м и ширине - 50÷100 м. При выборе её должна быть учтена перспективная возможность привязки полигона к существующим дорогам и к железнодорожной линии.
Склад цемента при необходимости должен быть оборудован средствами для выгрузки его из транспортных средств доставки, а также механизмами для подачи его в бункера бетоносмесительной установки.
При доставке цемента цементовозами на автомобильном шасси разгрузка осуществляется устройствами, имеющимися на этих машинах.
Для разгрузки цемента, доставленного в железнодорожных вагонах, применяют специальные пневматические разгрузчики. Наиболее пригоден для этой цели разгрузчик С-578 производительностью 15 т/ч.
Для хранения цемента на полигоне устраивают инвентарные силосные склады. Подачу цемента из склада в расходные бункера осуществляют пневмосредствами.
Склады заполнителей представляют собой открытые площадки. В зависимости от качества поступающих материалов они могут иметь оборудование для обогащения.
Форма и размеры складов определяются объёмами запасаемых материалов, способами их доставки на склады и к бетоносмесительной установке. При доставке заполнителей железнодорожным транспортом склады обычно имеют значительную длину и сравнительно малую ширину.
Заполнители, доставляемые автомобильным транспортом, могут укладываться в штабеля любой формы. Определяющим фактором в этом случае является удобство подачи их к бетоносмесительной установке.
Бетоносмесительная установка сооружается с использованием типовой инвентарной сборно-разборной установки или устраивается на эстакаде по двухподъёмной схеме. Тип инвентарной бетоносмесительной установки определяют потребным темпом приготовления бетонной смеси.
Арматурный цех. Объём арматурных работ зависит от производительности полигона и характеристик изготавливаемых изделий. При суточной производительности полигона 40м3 масса перерабатываемой арматуры составляет примерно 5т.
В зависимости от выполняемого технологического процесса цех оснащается станками для правки, резки и гибки арматурной стали и сеток, оборудованием для электрической сварки арматурной стали и оборудованием для натяжения арматуры предварительно напряжённых конструкций.
Для подачи арматурной стали в цех и вывоза готовой продукции используют узкоколейный путь и рольганг, располагаемый вдоль мастерской по технологическому потоку.
Опалубочная мастерская предназначена для изготовления и ремонта деревянных форм, необходимых для бетонирования несерийных и малосерийных изделий. Деревянные формы для массовых изделий должны изготавливаться централизовано на деревообделочном заводе. Металлические формы доставляют со специальных предприятий. Объём работы опалубочной мастерской определяют по производительности завода и оборачиваемости форм.