

2.(Уменьшается концентрация напряжений - циклическая долговечность)
Форма впадины резьбы гайки не регламентируется.
Метрические резьбы бывают с крупным и мелким шагом. ГОСТ 8724-81 (СТ СЭВ 181-75) устанавливает 3 ряда диаметров метрической резьбы, в каждом из которых предусмотрены крупные и мелкие шаги 12 3
У резьбы с крупным шагом каждому наружному диаметру соответствует шаг, определяемый зависимостью
У резьбы с мелким шагом одному наружному диаметру могут соответствовать разные шаги.
ГОСТ 9000-81 (СТ СЭВ 837-78) приборы точной механики, 0,25-0,9 мм. ГОСТ 24706-81 (СТ СЭВ 184-75) приборостроит. пром. 3,5 до 400 мм и особо мелкими шагами. ГОСТ 11709-81 (СТ СЭВ 1158-78) детали из пластмасс 1-180 мм.П.З.
Обеспечение взаимозаменяемости цилиндрических резьб.
Принцип построения СДП:
- учитывают особенности конструкции резьбовых соединений;
- наличие взаимосвязи погрешностей отдельных параметров резьбы.
Взаимозаменяемость резьбы обеспечивается ограничением предельных контуров профиля сопрягаемых элементов деталей на всей длине свинчивания.
Номинальный контур резьбы определяет наибольший предельный контур резьбы болта и наименьший предельный контур резьбы гайки, т.е. он представляет собой контур максимального материала на обработку.
Для метрической резьбы нормируется точность: Тd, Td2, TD1, TD2.
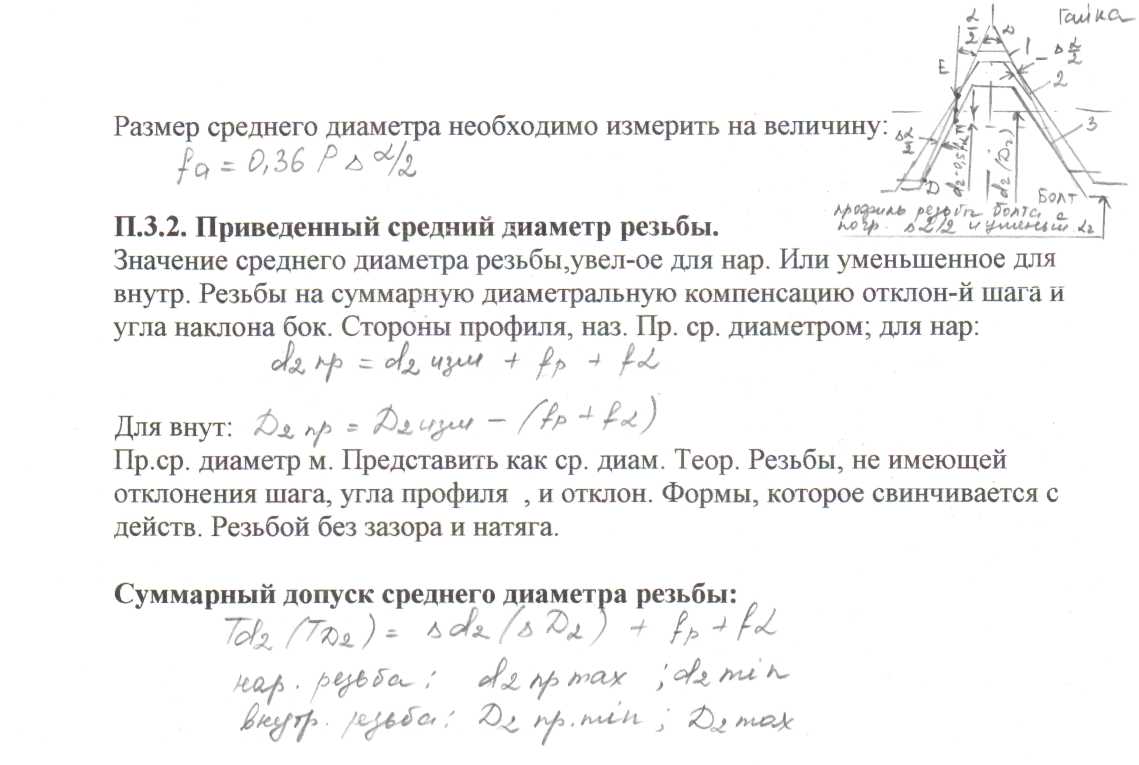
Допускаемые отклонения резьбы задаются от номинального профиля перпендикулярного оси резьбы «в тело» болта и гайки. Точность Д и<4,не нормируется, а ограничивается размерами резьбообразующего инструмента, в котором указанны нормы точности. Нормирование точности Р и α связано с диаметральным элементом резьбы -средним диаметром.
Допуск на средний диаметр является суммарным, т.е. учитывает допуски на средний диаметр, шаг, угол профиля. Часто его называют приведенным средним диаметром.
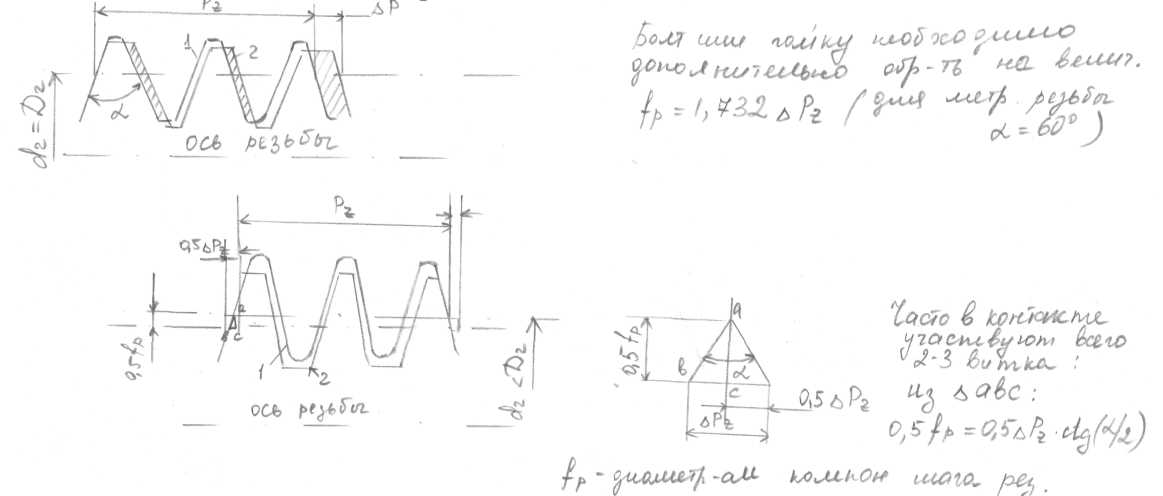
П.3.1. Отклонение шага и угла профиля резьбы и их диаметральная компенсация.
При изготовлении резьбовых деталей неизбежны погрешности профиля резьбы и ее размеров, возможны неконцентр-ть диаметральных сечений и др. отклонения, которые могут нарушить свинчиваемость и ухудшить качество соединения.
Для обеспечения свинчиваемости отклонения шага и угла профиля
могут быть скомпенсипрованы соответствующим из-ем среднего диаметра
резьбы.
а) Компенсация ошибок шагаΔР
погрешность шага у резьбы:
местная (внутришаговая) из-за местного износа резьбы ходовых винтов, неоднородности материала заготовки, погрешностей шага многопрофильных резьбообразующих элементов.
Прогрессирующая (растяжка шага)-числу витков на возникают в следствие кинематической погрешности станка и неточности шага его ходового винта, износа по всей длине этого винта, ф-ых
. и силовых дефектов и т. д.
б) Компенсационные погрешности угла профиля
(обычно измеряют не α, α/2. Установить еще и перекос резьбы). Возникает от погрешности профиля режущего инструмента или погрешности его установки на станке относительно оси заготовки.
Компенсация
происходит также
↑D2
или ↓d2.
Отклонение Δα/2
при симметричном профиле
резьбы Δα/2=0,5
П.4. Система допусков и посадок метрических резьб.
Контакт в резьбах происходит по боковым сторонам профиля (т.е. по среднему диаметру):
пос. с зазором
с натягом
переходные
Действительный характер посадки зависит от зазора или натяга, которые численно представляют собой разницу действительных значений приведенных средних диаметров резьбы болта и гайки.
Система допусков и посадок диаметр, резьбы от 1-600 мм основана на ИСОМС 965/1-1973. Эта система регламентирована:
ГОСТ 16093-81 (СТ СЭВ 640-77) пос. с зазором
ГОСТ 4608-81 (СТ СЭВ 306-76) пос. с натягом
ГОСТ 24834-81 (СТ СЭВ 305-76) перех. посадка
Принципиальный подход к нормированию точности элементов резьбы и образованию сопряжений аналогичен нормированию требований к точности гладких элементов деталей, т. е. норм-ся:
- основные отклонения (отклонения, ближайшие к номинальному размеру; обозначается прописными лат. буквами для отверстий - гаек и строчными - для валов - болтов)
ряды точности (допуски) получили название степени точности.