

1. Современное состояние техники поверхностного монтажа
Микроэлектроника принадлежит к одному из наиболее сильных, решающих факторов, определивших не только научно-технический прогресс, но и социальную структуру человеческого общества в наше время [1] .
Как выяснилось, большинство процессов, связанных с развитием микроэлектроники, носит явно выраженный экспоненциальный характер, а темпы изменений таковы, что подобных им еще не знало человечество на всем протяжении того, что принято называть научно-технической революцией (НТР).
Минимальный размер интегральных микросхем с момента их первого появления снижался по экспоненте (см. рис. 1) [8].
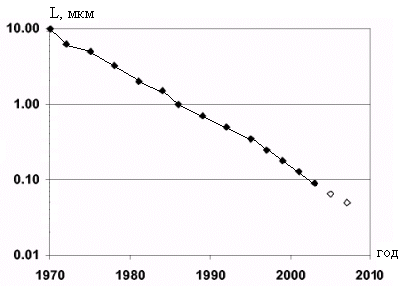
Рис. 1. Изменение размера ИС в течении последних 40 лет
К группе поверхностно – монтируемых компонентов относятся пассивные чип-компоненты в корпусах, различающихся по размеру, и прочие ИС в базовых технологических корпусах PLCC, QFP, BGA и т. д (см. рис. 2). Сюда же относят специализированные технологии, которые еще не стали стандартом электронной сборки или стали им относительно недавно (TAB, flip-chip) и т. д.
Автоматизация процесса установки ПМК стала возможной, благодаря их корпусной chip структуре и, следовательно, поэтому нет необходимости устанавливать компоненты в отверстия на печатной плате. Традиционные компоненты, монтируемые в отверстия, были наиболее узким местом в процессе установки их на плату, поскольку практически полностью исключали возможность автоматизации процесса. Гораздо проще и быстрее автоматизировать процесс установки ПМК, чем монтаж традиционно монтируемых компонентов [8].
Достоинства и недостатки ТПМ приведены в табл. 1.




а) Простейший б) Резисторная сборка в) SOD-323 г) SOD80
чип-компонент
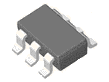
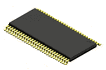
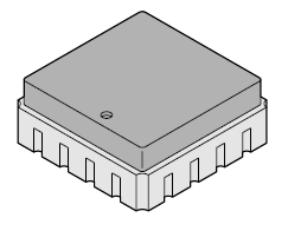

д) SOT-23 е) SSOP ж) BGA з) LCC
и) SOIC к) PLCC с J-образными выводами л) TQFP
Рис. 2. Примеры поверхностно - монтируемых компонентов в различных корпусах
Таблица 1
Достоинства и недостатки тпм
№п/п |
Достоинства |
Недостатки |
1 |
Меньшие размеров компонентов приводит к уменьшению размеров плат (за счет отсутствия отверстий.), что уменьшает себестоимость. |
Платы с ТПМ требуют специальной разработки и автоматизированного проектирования. |
2 |
Компоненты могут легко размещаться с обеих сторон платы, что увеличивает плотность размещения. |
Сборка руками практически не допустима. |
3 |
Некоторые новые компоненты доступны только для ТПМ.
|
Применение обычного паяльника при ремонте ПМК не допустимо. |
4 |
При наличии требуемого оборудования процесс перепайки и замены компонентов проще. |
Любые технические изменения влекут за собой изменения расположения компонентов и требуют новых затрат, таких как изготовление нового трафарет для клея и т. п., что влечет за собой дополнительные расходы. |
Окончание табл. 1.
№п/п |
Достоинства |
Недостатки |
5 |
Ручная сборка ТМК, заменяется автоматической сборкой ТПМ компонентов, что потенциально уменьшает полные издержки производства. |
При применении ПМК появляются дополнительные издержки на программирование процесса автоматизации сборки и изготовление трафаретов. |
6 |
Меньшая масса изделия и более низкий профиль изделия могут улучшать вибро и ударопрочностные свойства. |
|
7 |
Меньший размер и вес изделия.
|
|
Из табл. 1, очевидны преимущества ТПМ перед традиционным монтажом и, несмотря на указанные недостатки ТПМ, остается более предпочтительной [1].