

Расчет корневого прохода
Выбираем диаметр электродной проволоки 6 мм и назначаем плотность тока 35 А/мм2. Тогда сварочный ток составит:

Определим напряжение на дуге:


Принимаем напряжение на дуге 40 В.
Определим оптимальную скорость сварки:

Принимаем скорость сварки равную 25 м/час.
Определим коэффициент формы провара:
 ,
,
При k'=0,75 для постоянного тока обратной полярности при j =35А/мм2.
Определим вылет электродной проволоки:

Определим коэффициент наплавки. Для этого необходимо определить потери на угар и разбрызгивание.


 ,
,
где
 -
результат воздействия тепла дуги;
-
результат воздействия тепла дуги;
 -
результат подогрева вылета проволоки
проходящим по ней током. Так как при
обратной полярности анодное пятно
находится на электроде, а тепловыделение
на аноде практически не зависит от
материала анода, то для обратной
полярности:
-
результат подогрева вылета проволоки
проходящим по ней током. Так как при
обратной полярности анодное пятно
находится на электроде, а тепловыделение
на аноде практически не зависит от
материала анода, то для обратной
полярности:

 ,
,
где
 -
количество тепла, необходимое для
плавления и перегрева 1г электродной
проволоки (для низкоуглеродистых сталей
=550кал/г).
-
количество тепла, необходимое для
плавления и перегрева 1г электродной
проволоки (для низкоуглеродистых сталей
=550кал/г).
 ,
,
0 – удельное сопротивление электродной проволоки при температуре 0о (для низкоуглеродистой стали 0 = 1410-6 Омсм)
– температурный коэффициент в оС-1(для низкоуглеродистой стали 0.0083)
-
коэффициент равный

с – теплоемкость, кал/г оС (при расчете для низкоуглеродистой стали может быть принято среднее значение, равное 0,16 кал/гоС)
 -
плотность, г/см3
(
=7,85
г/см3)
-
плотность, г/см3
(
=7,85
г/см3)
а
– коэффициент температуропроводности,
см3/сек

- коэффициент теплопроводности, кал/см сек оС (для низкоуглеродистой проволоки = 0,09 кал/см сек оС)
Тп – температура плавления электрода
Т0 – начальная температура электрода;


 .
.
 ,
,
где
 - масса одного погонного сантиметра
проволоки, г.
- масса одного погонного сантиметра
проволоки, г.



Тогда
 =130
кал/сек,
=130
кал/сек,




Определим площадь наплавленного металла за корневой проход:
 ;
;
Глубина проплавления Н:





Из выше приведённого видно, что данный шов можно заварить за 1 проход автоматической сваркой под слоем флюса.
4.2 Расчет шва № 2
По ГОСТ 23518 (Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами) выбираем разделку Т3.
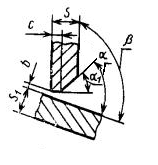
S = 16 мм, S1
= 8 мм, b = мм,
е=
мм,
е= мм, с=
мм, с= мм,
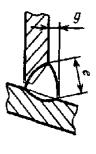
g =
мм,
g = мм,
мм,
α =
 ,
α1 =
,
α1 =
 ,
β = 105о
,
β = 105о
4.2.1. Расчет корневого прохода
Выбираем диаметр электродной проволоки 1,6 мм. Тогда сварочный ток составит:

Принимаем сварочный ток IСВ = 260А. Тогда плотность тока

Определим напряжение на дуге:

Принимаем напряжение на дуге UД = 24 В.
Определим оптимальную скорость сварки:

Принимаем скорость сварки VСВ = 0,85 см/сек = 30,6 м/час.
Определим коэффициент формы провара:

Определим вылет электродной проволоки

Определим коэффициент наплавки. Для этого необходимо определить потери на угар и разбрызгивание.

 .
.
,
,

,



Тогда
=84 кал/сек,


Определим площадь наплавленного металла за корневой проход:

;
Глубина проплавления Н:




Определим глубину проплавления притупления при зазоре 1 мм:
 мм
мм
4.2.2. Расчет последующих проходов
Выбираем диаметр электродной проволоки 1,6мм, сварочный ток IСВ = 380А.

Тогда напряжение на дуге:


Принимаем напряжение на дуге UД = 30 В.
Определим оптимальную скорость сварки:
 .
.
Определим коэффициент формы провара:


Определим вылет электродной проволоки
