Комплекс мод. Асвр-06
Предназначен для автоматизации технологического процесса шлифования заготовок типа валов массой до 40 кг в условиях серийного производства.
ПР в составе комплекса выполняет следующие операции: загрузку и разгрузку деталей, межстаночное транспортирование, перебазирование и раскладку заготовок и деталей в магазине, а также их поиск перед загрузкой в станок.
Заготовки в магазине располагаются в ориентированном виде.
Комплекс снабжен системой светозащиты.
Размеры обрабатываемой заготовки, мм:
диаметр до 200
длина ... » 710
Время цикла обработки заготовки, мин 8-10
Производительность, шт/год . . . 240 000
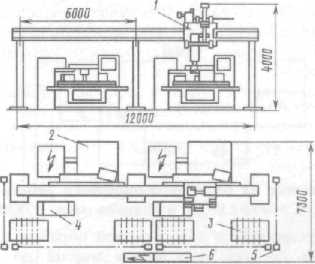
1 — ПР мод. СМ40Ф2.80.01 портального типа; 2 — шлифовальный станок мод. ЗТ160Ф2 с ЧПУ*; 3 - магазин-накопитель; 4 — промежуточная позиция контроля; 5 — система светозащиты; б — устройства управления ПР.
(Кроме указанного оборудования комплекс может создаваться на базе шлифовального станка мод. 3М151Ф2 и ВН-25А.)
Произведем перерасчет степени автоматизации для АСВР-06
№ п/п |
Наименование функции |
Уровень автоматизации |
Значение |
|
|
Включение оборудования |
ручное |
0,5 |
|
|
Установка заготовки на станке |
ручная |
1 |
|
|
Закрепление заготовки на станке |
автоматизированное |
1 |
|
|
Обработка заготовки |
автоматическое |
1 |
|
|
Контроль обрабатываемой поверхности |
автоматизированное |
0,5 |
|
|
Контроль режущего инструмента |
автоматизированный |
0,5 |
|
|
Правка режущего инструмента |
автоматическая |
1 |
|
|
Снятие готовой детали |
автоматизированное |
1 |
|
|
Удаление отходов |
автоматическое |
0,5 |
|
|
Выключение оборудования |
автоматическое |
1 |
Итого |
6 |
||
![]()
3.3. Определение структуры ГПМ для операции 030, на базе фрезерного станка модели 6Р13РФ3
Для функционирования польностью в автоматическом режиме станок надо дооснастить обеспечивающими системами:
подачи заготовок,
контроля инструмента,
В связи с малым объемом стружки система автоматизированного удаления стружки для данного ГПМ не предусмотрена.
Рабочая зона ограждена механически сдвигающейся шторкой
1
2
2
3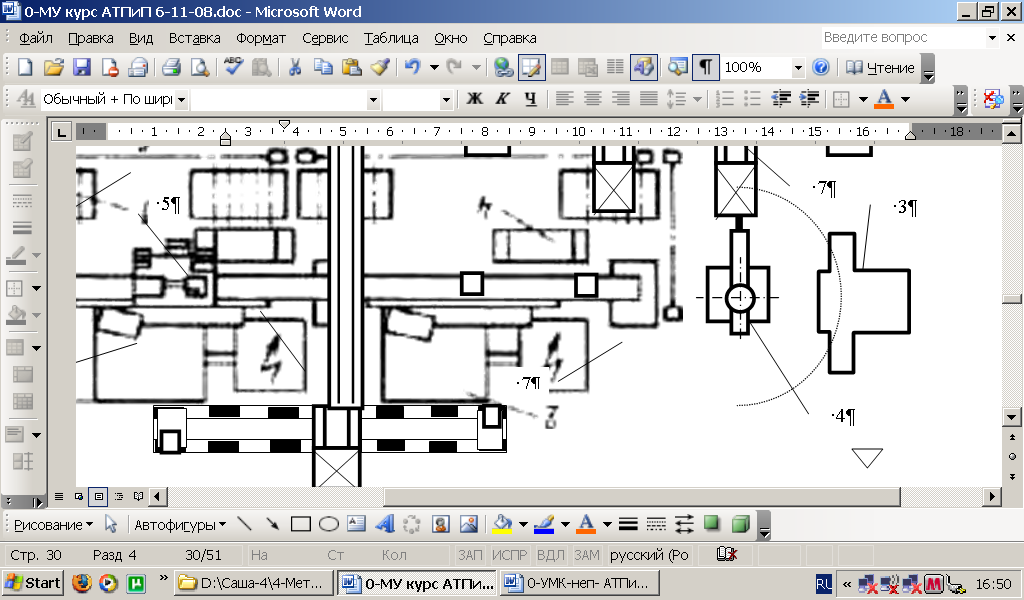

Рис. Компоновка ГПМ на базе фрезерного станка 6Р13РФ2 и ПР МП20:
1 - ПР МП20, 2 - 6Р13РФ2, 3 - шторка
4. Разработка структуру гау
4.1. Выбор общей компоновки гау
В систему обеспечения функционирования ГПС входят:
- автоматизированная транспортно-складская система (АТСС);
- автоматизированная система инструментального обеспечения (АСИО);
- система автоматизированного контроля (САК);
- автоматизированная система удаления отходов (АСУО);
- автоматизированная система управления (АСУ).
Разработка структуры ГАУ начинается с выбора схемы компоновки АТСС
Компоновки АТСС разделяются на линейную (разомкнутую) и круговую (замкнутую) [1 ] . Предпочтительность использования той или иной схемы зависит от объема выпускаемых изделий и широты их номенклатуры. Первая обеспечивает более высокую гибкость, вторая производительность.
Центральным элементом АТСС является склад. Существуют различные варианты компоновки автоматического стеллажного склада с расположением накопителя приема грузов: а) с торцовым; б) с боковым и в) со смешанным обслуживанием. Выбор компоновки складской системы определяется грузонапряженностью и объемом обрабатываемых изделий в ГПС.
Исходя из среднего объема выпуска и частой номенклатуры смены изделий примем линейную схему компоновки АТСС со смешанным обслуживанием и на основе анализа типовой схемы (рис. 5) участков [2, 3… ] предложим следующую схему общей компоновки ГАУ обработки детали «Вал» (см. рис. 6)