

2. Кислородно-дуговая резка металлов
Сущность этого способа резки заключается в том, что металл сначала расплавляется электрической дугой, а затем сгорает в поступающей струе кислорода и выдувается.
Схема кислородно-дуговой резки изображена на рис. 2.
Существует несколько способов кислородно-дуговой резки, один из них - способ резки при помощи стальных трубчатых электродов.
При этом методе кислородно-дуговой резки металл нагревается электрической дугой, возбуждаемой между обрабатываемым изделием и трубчатым электродом. Струя кислорода подается через отверстие трубки и, попадая на нагретую поверхность металла, окисляет его по всей толщине.
Электродами при данном способе служат трубки из низкоуглеродистой или нержавеющей стали (наружный диаметр - 5-7 мм, диаметр отверстия - 1-3,5 мм). Наружная поверхность электрода имеет специальное покрытие для предохранения его от замыкания на обрабатываемый металл при перемещении и описании.
Еще одна разновидность кислородно-дуговой резки — резка угольным электродом.
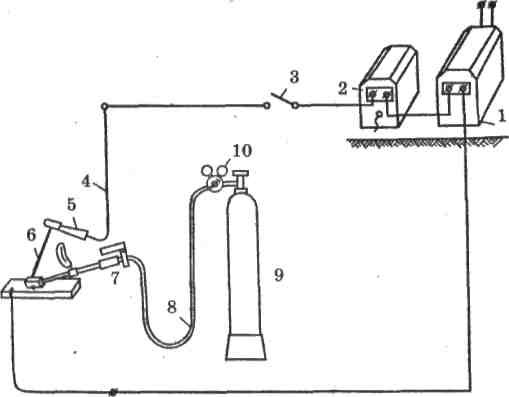
Рис. 2. Схема оборудования поста для кислородно-дуговой резки
стальным стержневым электродом:
1 - сварочный трансформатор, 2 - регулятор, 3 - рубильник,
4 - провода, идущие к держателю, 5 - электрододержатель,
6 - электрод, 7 - резак РГД-1-56, 8 - кислородный шланг,
9 - баллон с кислородом, 10 - редуктор
3. Воздушно-дуговая резка
Сущность этого способа резки заключается в том, что металл расплавляется дугой, возбуждаемой между изделием и угольным электродом. Удаление металла производится струей сжатого воздуха.
Схема воздушно-дуговой резки изображена на рис. 3.
В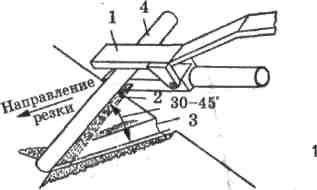 оздушно-дуговая
резка производится на постоянном
токе обратной полярности. Это вызвано
тем, что при дуге прямой полярности
металл нагревается на слишком широком
участке и удаление металла затруднено.
Иногда применяют и переменный ток.
оздушно-дуговая
резка производится на постоянном
токе обратной полярности. Это вызвано
тем, что при дуге прямой полярности
металл нагревается на слишком широком
участке и удаление металла затруднено.
Иногда применяют и переменный ток.
Для воздушно-дуговой резки
применяются специальные резаки
двух разновидностей: с кольцевым Рис. 3. Схема процесса воздушно-дуговой
расположением воздушной струи и с резки: резак, 2 — воздушная струя,
3 — канавка, 4 — электрод угольный
последовательным расположением. В резаках с последовательным расположением воздушной струи относительно электрода сжатый воздух обтекает его только с одной стороны.
Для воздушно-дуговой резки применяются угольные или графитовые электроды с круглой или пластинчатой формой.
Величина тока при воздушно-дуговой резке определяется по формуле:
I=K×Д,
где I — сила тока;
Д — диаметр электрода;
К — коэффициент, зависящий от теплофизических свойств материала электрода.
Для графитовых электродов К=60-62 А/мм, для угольных 46-48 А/мм. Таким образом, для угольных электродов требуется несколько меньший ток.
Электропитание для воздушно-дуговой резки обеспечивается стандартными сварочными преобразователями постоянного тока или трансформаторами. Сжатый воздух подается либо от цеховой сети, либо от передвижных компрессоров.
Воздушно-дуговая резка подразделяется на две разновидности: разделительную резку и поверхностную строжку. Поверхностная строжка применяется для разделки дефектных участков в металле и сварных швах, для подрубки корня шва, а также для снятия фасок. Фаску при этом можно снимать одновременно на обеих кромках листа. Ширина канавки, которая образуется при поверхностной строжке, на 2-3 мм больше, чем диаметр электрода. В таблице 3 и 4 приведены некоторые характеристики воздушно-дуговой резки (в таблице 3 приведены данные при разделке корня шва, который выполнен встык с Х-образной подготовкой кромок).
Таблица 3
Режимы поверхностной воздушно-дуговой резки
Толщина свариваемого металла, мм |
Диаметр электрода, мм |
Ток, А |
Ширина разделки корня шва, мм |
Глубина разделки корня шва, мм |
5-8 |
4 |
180 |
6-7 |
3-4 |
6-8 |
6 |
280 |
7,5-9 |
4-5 |
8-10 |
8 |
370 |
8,5-11 |
4-5 |
10-11 |
10 |
450 |
11,5-13,0 |
5-6 |
Таблица 4
Режимы разделительной воздушно-дуговой резки
|
Толщина места, мм |
Диаметр электрода, мм |
Сила тока, А |
Скорость резки, м/ч |
|
|
Низкоуглеродная сталь |
Высоколегиро-ванная сталь |
|||
|
5 |
6 |
270-300 |
60-62 |
63-65 |
|
10 |
8 |
360-400 |
26-28 |
30-32 |
|
12 |
10 |
450-500 |
20-22 |
22-24 |
- |
16 |
12 |
540-600 |
22-24 |
24-26 |
|
26 |
12 |
540-600 |
8-10 |
10-12 |
Воздушно-дуговая резка чаще всего применяется для обработки нержавеющей стали и цветных металлов. Она имеет целый ряд преимуществ по сравнению с другими способами обработки: более проста, дешева и более производительна.