

2. Порошковая проволока
Порошковая проволока представляет собой стальную оболочку с запрессованным в ней порошком. Порошковая проволока применяется как для сварки, так и для наплавки.
Рис. 5. Конструкция оболочек порошковых проволок
Современная порошковая проволока изготавливается в основном пяти типов (рис. 5): трубчатая, трубчатая с нахлестом, с загибом в оболочке (двух типов) и двухслойная
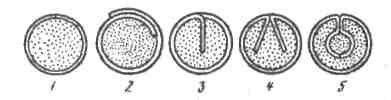
Таблица 4
Технические характеристики порошковой проволоки
Марки проволоки |
Диаметр, мм |
Конструкция |
Основные компоненты порошка |
Положение сварки |
Прочность металла шва по сравнению с выполненными электродами |
Примечание |
ПП-АН1 |
2,8 |
простая трубчатая |
рутил и целлюлоза |
Н |
Э50 |
Для сварки неответственных конструкций |
ПП-АА3 |
3,0 |
двухслойная |
мрамор, рутил, плавиковый шпат |
Н |
Э50А |
Для сварки ответственных конструкций |
ПП-АА7 |
2,3 |
двухслойная |
то же |
Н, В1, Г |
Э50А |
То же |
ПП-АН11 |
2,0-2,4 |
двухслойная |
то же |
Н, В2, Г, П |
Э50А |
То же |
ЭПС-15/2 |
2,5 |
с двумя загибами оболочки |
то же |
Н |
Э50А |
То же |
ПП-2ДСК |
2,3 |
с одним загибом оболочки |
плавиковый шпат |
Н |
Э50А |
То же |
СП-1 |
1.6 |
— |
мрамор, плавиковый шпат |
В1, Г |
Э50 |
Для сварки неответственных конструкций |
Обозначения положение сварки: Н — нижнее; В1 — вертикальное «снизу вверх»; В2 — вертикальное «сверху вниз»; Г — горизонтальное; II — потолочное.
Технические характеристики некоторых марок порошковой проволоки приведены в табл. 4.
Порошковая проволока выпускается диаметром от 1,6 до 3,6 мм. Для оболочки используется лента из низкоуглеродистой стали марки 08КП холодного проката в состоянии «мягкая» или «особо мягкая».
Проволока выпускается с пятью видами порошков (шихты):
рутило-целлюлозная;
корбонатно-флюоритная (флюорит — плавиковый шпат CaF2);
флюоритная;
рутило-флюоритная;
рутиловая.
3. Покрытия электродов
Покрытия электродов выполняют сразу много функций: стабилизируют горение дуги, защищают расплавленный металл от кислорода и азота воздуха, способствуют удалению средних примесей, легируют металл шва для улучшения его свойств и т. д.
Электродные покрытия состоят из шлакообразующих, раскисляющих, газообразующих, легирующих, стабилизирующих и связующих компонентов.
Шлакообразующие компоненты защищают расплавленный металл от воздействия кислорода и азота воздуха, а также частично очищают его. Шлакообразующие компоненты уменьшают скорость охлаждения металла и способствуют удалению неметаллических включений.
Шлакообразующие компоненты могут включать в себя марганцевую руду, титановый концентрат, каолин, мел, полевой шпат, мрамор, кварцевый песок, доломит, а также некоторые вещества, стабилизирующие горение дуги.
Раскисляющие компоненты обеспечивают раскисление расплавленного металла сварочной ванны. К таким веществам относятся элементы, обладающие большим средством к кислороду, чем железо, например, марганец, алюминий, кремний, титан и др. Как правило, раскислители вводятся в электродное покрытие в виде ферросплавов.
Газообразующие компоненты создают при сгорании защитную газовую среду, которая предохраняет расплавленный металл от кислорода и азота воздуха. В качестве газообразующих используют такие вещества, как декстрин, древесная мука, целлюлоза, крахмал.
Легирующие компоненты вводятся в состав электродных покрытий для придания металлу шва специальных свойств: высокая механическая прочность, жаростойкость, износостойкость, повышение сопротивляемости коррозии. В качестве легирующих компонентов служат хром, титан, марганец, молибден, ванадий, никель и некоторые другие элементы.
Стабилизирующие компоненты. В качестве стабилизирующих вводятся элементы, имеющие небольшой потенциал ионизации, — такие как натрий, калий и кальций.
Связующие компоненты применяются для связывания составляющих компонентов покрытия между собой и со стержнем электрода. Для этого используют декстрин, желатин, натриевое или калиевое жидкое стекло и другие вещества. Основным связующим веществом служит, как правило, жидкое стекло.
В табл. 5 приведены составы наиболее часто встречающихся электродных покрытий
Таблица 5
Составы распространенных видов электродных покрытий
Вид покрытия |
|
|
Содержание по массе, % |
|
|
|
|||
|
Силикаты |
Руды |
Дву-окись титана |
Карбонаты |
Плави-ковый шпат |
Ферросплавы |
Железный порошок |
Органичес-кие компоненты |
|
Кислый |
25-35 |
25-36 |
- |
0-15 |
- |
20-30 |
- |
0-5 |
|
Рутиловый |
10-25 |
0-5 |
30-50 |
5-10 |
_ |
10-15 |
0-20 |
2-8 |
|
Рутиловый высокопроизводительный |
6-12 |
10-15 |
10-30 |
0-10 |
— |
6-12 |
40-60 |
1-3 |
|
Основной |
5-20 |
- |
ОМО |
25-50 |
15-35 |
5^-15 |
0-20 |
0-2 |
|
Основной высокопроизводительный |
5-8 |
- |
0-10 |
5-20 |
6-15 |
7-12 |
40-60 |
0-2 |
|
Целлюлозный |
5-15 |
0-5 |
15-30 |
0-8 |
- |
10-15 |
0-10 |
25-40 |
|