2.2. Проектирование технологического процесса механической обработки
При установлении общей последовательности механической обработки учитываются:
1. Каждая последующая операция должна уменьшать погрешность обработки и улучшать качество поверхности.
2. В первую очередь должны обрабатываться поверхности, которые будут служить технологической базой для последующих операций.
3. Обрабатываются поверхности, с которых снимается наибольший слой металла, что, позволяет одновременно обнаруживать внутренние дефекты заготовки.
4. Операций, при которых возможно появление брака из-за внутренних дефектов заготовки нужно производить на ранней стадии.
5. Обработки остальных поверхностей ведется в последовательности, обработкой степени их точности, чем точнее должна быть поверхность, тем позже она обрабатывается.
6. Заканчивается процесс изготовления детали обработкой поверхности, которая должна быть наиболее точной и имеет наибольшее значение для эксплуатации детали.
Также большое влияние на последовательность обработки поверхности детали оказывает характер размерной связи, который определяется системой простановки размеров на чертеже детали.
В нашем случае рассматривается серийное производство. В серийном производстве наиболее производительной схемой станочных операций является одноместная одноинструментальная последовательная обработка.
В связи с серийным типом производства применяются универсальные станки и специальная оснастка.
Предложенный вариант технологического процесса:
Черновое точение – операции 10, 20;
Термообработка – операция 40;
Слесарная – операции 30,60;
Сверлильная – операция 50;
Фрезерная с ЧПУ – операция 70;
Шлифовальная – операция 80,90,100;
 Заготовка
Заготовка
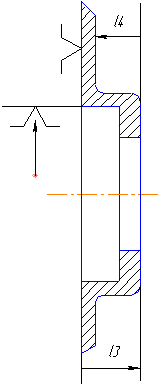
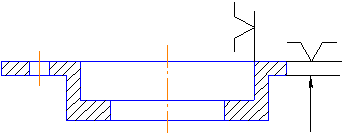
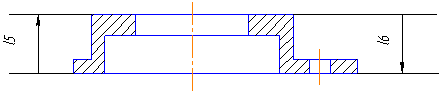
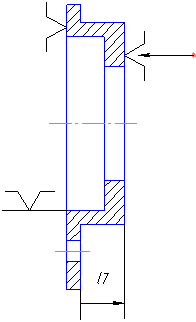
Опер. 10 Токарная Опер. 20 Токарная

 Опер.
30 Слесарная
Опер.
30 Слесарная
Опер. 40 Термообработка
Опер. 50 Сверлильная
Опер. 60 Слесарная
Опер. 70 Фрезерная с ЧПУ
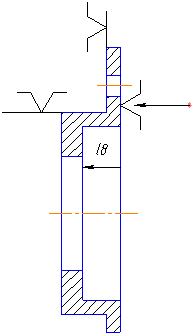
Опер. 80 Шлифовальная (установить на магнитный стол)
Опер. 90 Шлифовальная Опер. 100 Шлифовальная
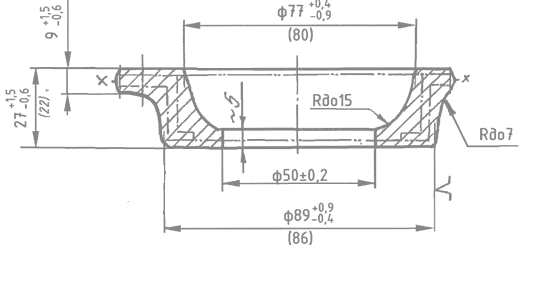
2.3. Расчет линейных технологических размеров
В данном курсовом проекте для упрощения производится расчет только длиновых линейных технологических размеров.
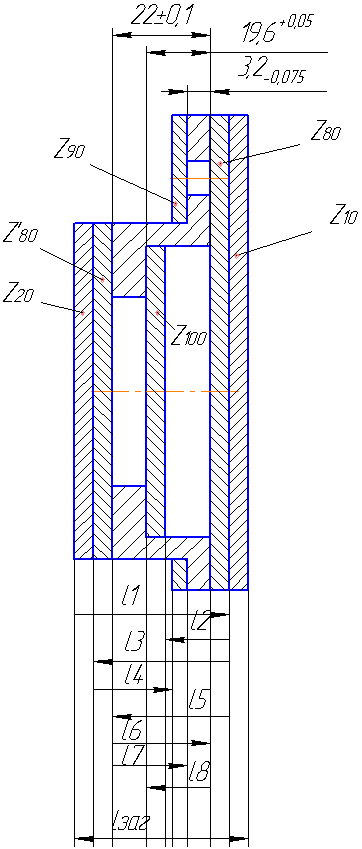
Расчет производится согласно теории размерных цепей. Опираясь на план технологического процесса, составляется совмещенная схема, на которой указываются обрабатываемые поверхности, конструкторские, технологические размеры и припуски на обработку.
Допуски на технологические размеры и припуски на обработку. Таблица 1.
-
T(L1)
0,74
T(L10)
0,22
Z40
0,05
T(L2)
0,74
T(L11)
0,21
Z50
0,18
T(L3)
T(L12)
0,25
Z60
0,36
T(L4)
0,74
T(18)
0,43
Z70
0,18
T(L5)
0,07
T(12)
0,43
Z90
0,05
T(L6)
T(3)
0,25
Z100
0,18
T(L7)
Z10
0,36
Z110
0,36
T(L8)
0,043
Z20
0,18
T(L9)
0,043
Z30
0,026
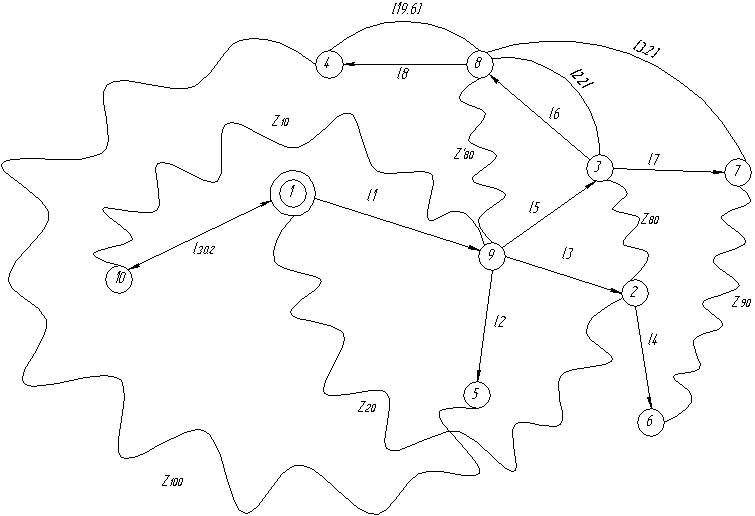
 Далее
согласно теории графов составляется
размерный граф. По нему определяются
расчетные уравнения: размеров и допусков.
Операционные допуски назначаются на
операционные размеры в зависимости от
класса точности.
Далее
согласно теории графов составляется
размерный граф. По нему определяются
расчетные уравнения: размеров и допусков.
Операционные допуски назначаются на
операционные размеры в зависимости от
класса точности.