

1 . Завдання
На рисунку 1.1 приведено ескіз деталі для якої згідно завдання необхідно розробити керуючу програму обробки на свердлильному верстаті моделі 2Р135Ф2. Матеріал деталі чавун, НВ170.
№ варіанту |
Номера отворів |
||||||||
1 |
2 |
||||||||
17 |
1 |
8 |
10 |
16 |
18 |
21 |
28 |
29 |
31 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|

Рисунок 1.1 – Ескіз деталі
2. Маршрут обробки
2.1 Зміст операції
На рисунку 2.1 приведено схему базування та закріплення деталі на столі верстату
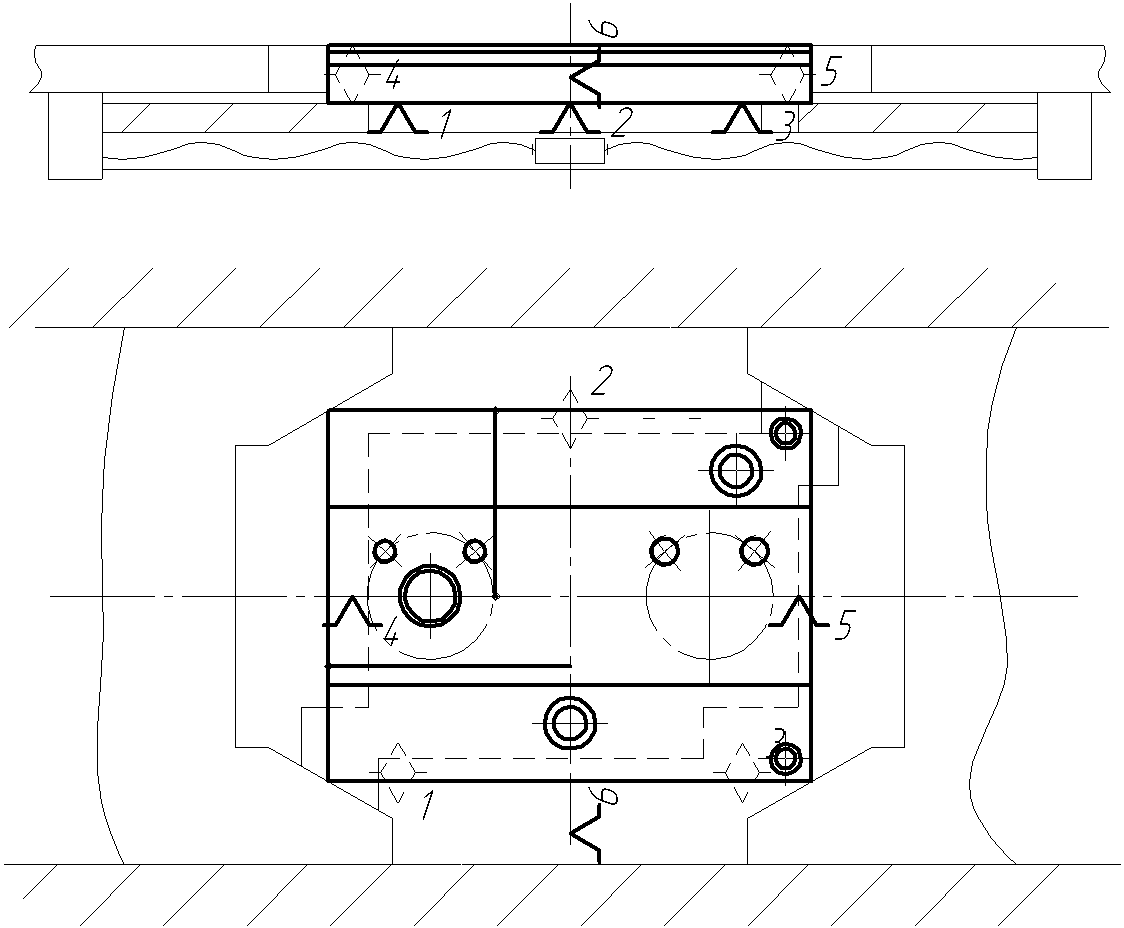
Рисунок 2.1 – Схема базування деталі при обробці
На рисунку 2.2 приведено схему координації деталі на столі верстату
1) Центрувати:
- отвори 1 з утворенням фаски 2х450;
- отвори 2,3,4,5 з утворенням фаски 2х450;
- отвір 6,7;
- отвори 8, 9 з утворенням фаски 2х450;
Інструмент Т01.
2) Свердлити отвір 1 20Н7 на глибину 20 мм;
Інструмент Т02.
3) Свердлити отвори 6, 7 13 мм на глибину 12 мм;
Інструмент Т03.
4) Цекувати отвори 6, 7 20 мм на глибину 8 мм;
Інструмент Т04.
5) Свердлити отвори 8, 9 8 мм на глибину 12 мм;
Інструмент Т05.
 6)
Свердлити отвори 4, 5 9
мм на глибину 20 мм під різь;
6)
Свердлити отвори 4, 5 9
мм на глибину 20 мм під різь;
Інструмент Т06.
7) Нарізати різь в отворах 4, 5 М10х1,5 мм на глибину 20 мм;
Інструмент Т07 (заміна інструменту вручну).
8) Свердлити отвори 2, 3 7 мм на глибину 20 мм під різь;
Інструмент Т08 (заміна інструменту вручну).
9) Нарізати різь в отворах 2, 3 М8х1 мм на глибину 20 мм;
Інструмент Т09 (заміна інструменту вручну).

Рисунок 2.2 – Координація отворів деталі відносно центру симетрії деталі
Координати всіх точок на рисунку 2.2 приведено в таблиці 2.1
Таблиця 2.1 – Координати точок
№ точки |
Координати точок |
|||
X |
Y |
X |
Y |
|
1 |
+152 |
+70 |
+15200 |
+7000 |
2 |
+134.32 |
+52.32 |
+13432 |
+5232 |
3 |
+170 |
+52.32 |
+17000 |
+5232 |
4 |
+24.32 |
+52.32 |
+2432 |
+5232 |
5 |
+59.68 |
+52.32 |
+5968 |
+5232 |
6 |
+97 |
+125 |
+9700 |
+12500 |
7 |
+17 |
+15 |
+1700 |
+1500 |
8 |
0 |
0 |
0 |
0 |
9 |
0 |
+140 |
0 |
+14000 |
2.2 Визначення шляхів проходів всіх інструментів
Недохід і перехід приймаємо рівними по 2 мм.
Для
центрувального свердла 25
мм і кут
 (Т01):
(Т01):
Для отворів 1 з утворенням фаски 2х450мм:
 мм,
мм,
де
 мм –
недохід інструменту;
мм –
недохід інструменту;
b = 2 мм – глибина фаски;
d = 20 мм – діаметр отвору під наступне свердління;
 Для
отворів 2,
3
7
мм під різь з утворенням фаски 2х450
:
Для
отворів 2,
3
7
мм під різь з утворенням фаски 2х450
:
 мм,
мм,
Для отвору 4, 5 9 мм під різь з утворенням фаски 2х450:
 мм,
мм,
Для отворів 6, 7 :
 мм
мм
Для отворів 8, 9 з утворенням фаски 2х450мм:
 мм,
мм,
Для спірального свердла 20 мм (Т02):
Для отвору 1 20Н7 на глибину 20 мм:
 мм;
мм;
 мм,
мм,
де h – величина заборного конуса свердла;
В – товщина заготовки;
Для спірального свердла 13 мм (Т03):
Для отворів 6, 7 13 мм на глибину 12 мм:
 мм;
мм;
 мм
мм
Для цековки 20 мм (Т04):
1) Для отворів 6, 7 20 мм на глибину 8 мм:
 мм
мм
Для спірального свердла 8 мм (Т05):
Для отворів 8, 9 8 мм на глибину 12 мм:
 мм;
мм;
 мм
мм
Для спірального свердла 9 мм (Т06):
Для отворів 4, 5 9 мм на глибину 20 мм під різь:
 мм;
мм;
 мм
мм
Для мітчика М10х1,5 мм (Т07 – ручна заміна інструменту):
Для отворів 4, 5 М10х1,5 мм на глибину 20 мм:
 мм;
мм;
 мм
мм
Для спірального свердла 7 мм (Т08):
Для отворів 2, 3 7 мм на глибину 20 мм під різь:
 мм;
мм;
 мм
мм
Для мітчика М8х1 мм (Т09 – ручна заміна інструменту):
Для отворів 2, 3 М8х1 мм на глибину 20 мм:
 мм;
мм;
 мм
мм