

2.4.2. Выбор режущего и измерительного инструмента
Для подрезки торцов и обработки детали по контуру применяем резцы токарно–проходные с углом ∅ = 92 о, оснащенные твердосплавными паянными пластинами.
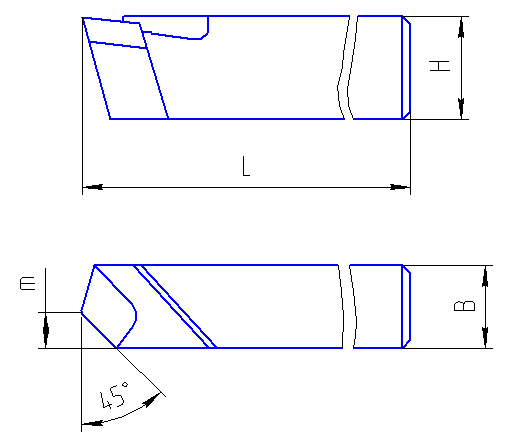
Рисунок 3 – Резец токарный проходной
Таблица 12.2 – Габаритные размеры резца, мм
H |
B |
L |
B1 |
32 |
32 |
130 |
40 |
Для обработки отверстий применяем резцы токарно - расточные с твердосплавными пластинами.

Рисунок 4 - резец токарно - расточной с твердосплавными пластинами.
Таблица 13.2 – параметры резца токарно– расточного с твердосплавными пластинами.
Сечение резца НхВ |
L1 |
d1 |
a |
n |
h |
h1 |
h2 |
h3 |
№пластинки по ГОСТ 2209-69 |
16х16 |
15/30 23/48 |
9,5 12,0 |
8 8 |
6,1 6,1 |
3,9 5,5 |
- - |
4 5 |
6,4 8,0 |
D201A |
Резец канавочный

Для сверления отверстия применяем сверло спиральное Т15К10
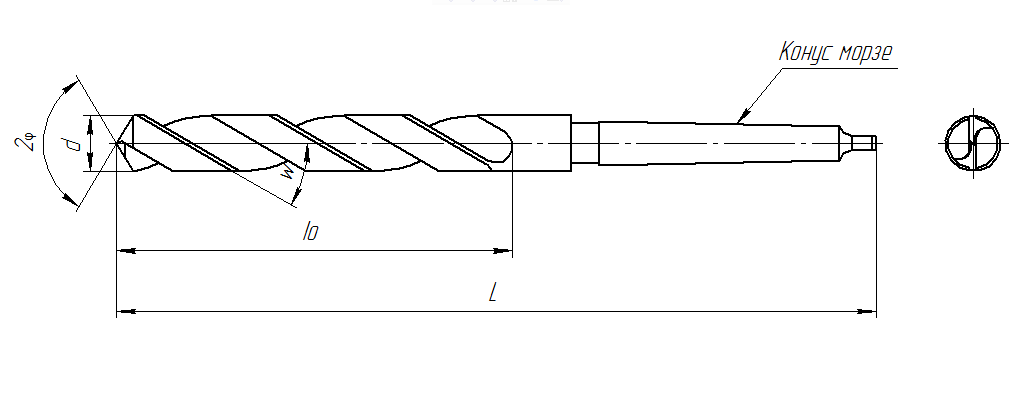
Рисунок 5 - сверло спиральное Р6М5.
Таблица -
Сверло |
Диаметр сверла |
1 |
42,4 |
2 |
4 |
Таблица 13.2 – Параметры сверла
h |
b |
l |
p |
n |
L |
32 |
25 |
280 |
160 |
12 |
25 |
Для сверления двух отверстий отверстий ∅11Н14 применяем сверло спиральное.
Для фрезерования паза применяем концевую фрезу
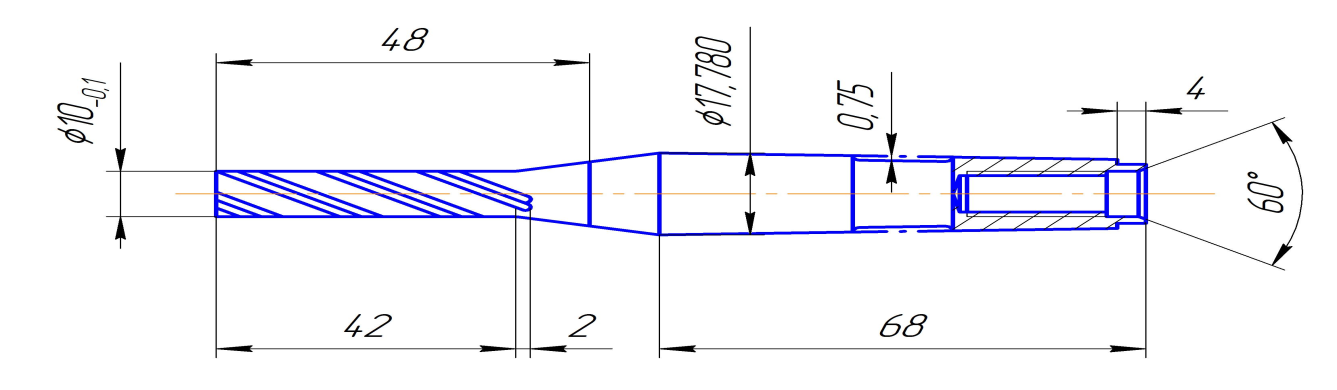
Рисунок - концевая фреза
Для фрезерования шестигранника применяем торцевую фрезу
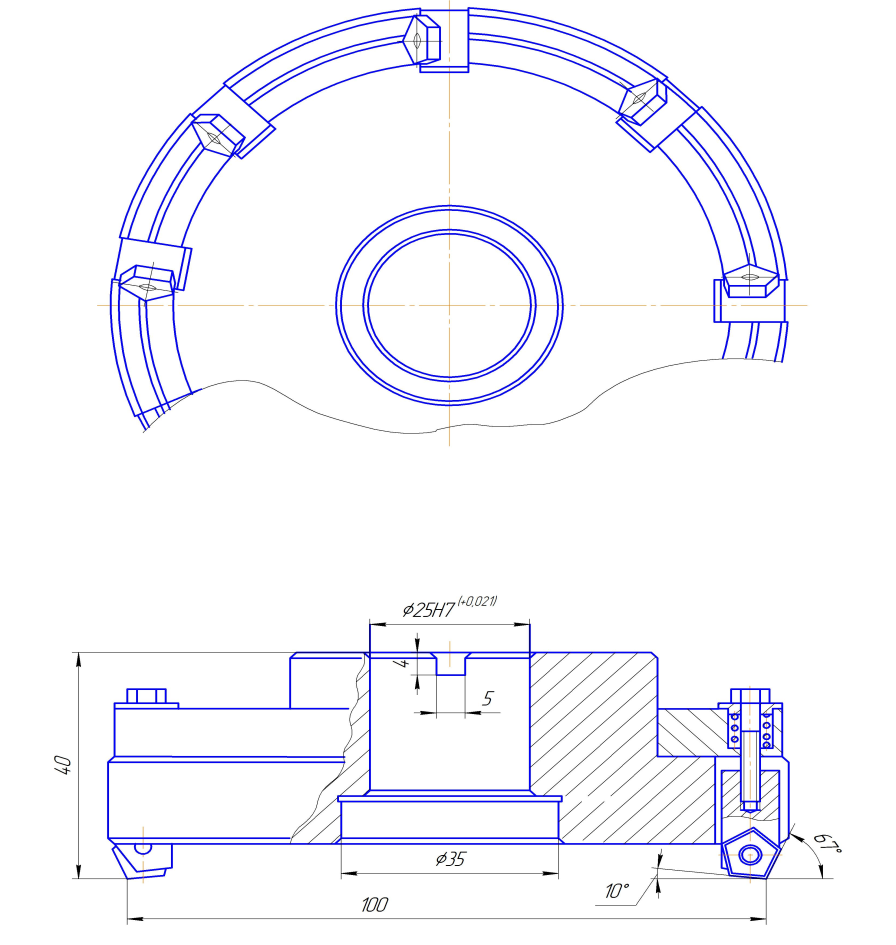
Рисунок – торцевая фреза
Для фрезерования червяка применяем фрезу модульную пальцевую

Рисунок – фреза модульная пальцевая
Для измерения обрабатываемых поверхностей используют калибр-пробку и калибр-скобу.
Калибрами называются безшкальные инструменты, предназначенные для контроля размеров, формы и расположения поверхностей детали.
К калибрам-пробкам относятся:
Пробки двусторонние с цилиндрическими вставками от 1 до 6 мм.
Пробки двусторонние с коническим хвостовиком от 3 до 50 мм.
Пробки с цилиндрическими насадками от 3 до 100 мм.
Пробки неполные от50 до 150 мм.
К калибрам-скобам относятся:
Скобы листовые односторонние от 1 до 180 мм.
Скобы листовые двусторонние от 1 до 180 мм.
Скобы штампованные односторонние от 3 до 50 мм.
Калибры изготавливают из стали У8А, У10А или У12А по ГОСТ 1435-90.

Рисунок 6 - Калибр – пробка ∅42,4

Рисунок 7 – калибр скоба
Диаметры, измеряемые скобой: ∅70; ∅75; ∅85; ∅130; ∅80; ∅68; ∅55.
2.4.3 Выбор приспособления
2.4.4 Выбор установочных баз
Базой называется поверхность или совокупность поверхностей, ось, точку детали или сборочные единицы по отношению, к которой ориентируются другие детали изделия или поверхности детали, образуемые или собираемые на данной операции.
По назначению базы подразделяются на конструкторские, технологические и измерительные. Конструкторские базы подразделяются на основные и вспомогательные, учёт которых при конструировании имеет существенное значение. Основная база определяет положение самой детали в изделии, а вспомогательная база-положение присоединяемой детали относительно данной. Технологической базой называют поверхность, определяющую положение детали в процессе их изготовления. Измерительной базой называют поверхность, определяющую положение детали и средств контроля.
По числу лишаемых деталь степеней свободы базы делят на:
Направляющие, опорные, установочные.
Для повышения точности обработки а, следовательно, и лучших эксплуатационных результатов следует стремиться к выполнению принципа постоянства баз, заключённого в сохранении базовых поверхностей во время всей обработки детали и принципе совмещения баз конструкторских, измерительных и технологических поверхностей.
В зависимости от служебного назначения все поверхности детали по ГОСТ 21495-76 подразделяются на основные, вспомогательные, исполнительные и свободные. Основные поверхности – это поверхности, с помощью которых определяют положение данной детали в изделии.
Вспомогательные поверхности – это поверхности, определяющие положение всех присоединяемых деталей относительно данной.
Исполнительные поверхности - это поверхности, выполняющие служебное назначение детали.
Свободные поверхности – это поверхности, не соприкасающиеся с поверхностями других деталей и предназначенные для соединения основных, вспомогательных и исполнительных поверхностей между собой с образованием совместно необходимой для конструкции формы детали.