

2.Карта дефектации
Карта технических требований на дефектацию блока цилиндров компрессора |
||||||
|
Деталь: |
|||||
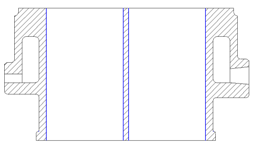
Блок цилиндров |
||||||
Номер детали: |
||||||
№ 5320-3509028 |
||||||
Материал |
Твердость |
|||||
СЧ 18 |
HB – 187-241 |
|||||
Позиция на эскизе |
Возможные дефекты |
Способ установле-ния дефекта, измерительные инструменты |
Размеры, мм |
Заключение |
||
по рабочему чертежу |
допустимый без ремонта |
допустимый для ремонта |
||||
1 |
Трещины, изломы, пробоины
|
Осмотр |
– |
– |
– |
Браковать |
2 |
Задиры, риски на поверхности зеркала цилиндра
|
Осмотр, лупа |
○60+0,03 |
Браковать при наличии глубоких рисок и задиров. |
||
3 |
Износ поверхности зеркала цилиндра |
Индикаторный нутромер |
○60+0,03 |
○60,3 |
– |
Обработать в ремонтный размер |
1-ый ремонтный |
○60,4+0,03 |
○60,43 |
○60,23 |
|||
2-ой ремонтный |
○60,8+0,03 |
○60,83 |
○60,63 |
|||
4 |
Коробление привалочных поверхностей под картер и головку цилиндра
|
Лекальная линейка |
92-0,24 |
91,7 |
|
Обработать до выведения дефекта |
5 |
Износ поверхности под седло выпускного клапана
|
Осмотр |
○17+0,019 |
17,027 |
|
Запрес- совать втулку |
6 |
Срыв резьбы
|
Осмотр |
|
Поставить резьбовую вставку или ввертыш |
||
3. Обоснование способа восстановления
Обработка деталей под ремонтный размер.
При этом способе восстановления одна из сопряженных деталей, обычно более дорогостоящая, обрабатывается под ремонтный размер, а вторая, сопряженная с ней, заменяется новой, так называемой ремонтной, или восстанавливается также до ремонтного размера. Обработкой под ремонтный размер восстанавливают геометрическую форму, требуемую шероховатость и точные параметры изношенных поверхностей деталей. Этот вид восстановления деталей эффективен лишь в случае, когда изменение размера не приводит к ликвидации термически обработанного поверхностного слоя детали.
Восстанавливаемые поверхности деталей могут иметь несколько ремонтных размеров. Их количество и конкретное значение зависят от износа деталей за межремонтный срок службы автомобиля, припуска на обработку и запаса прочности детали. Припуск на механическую обработку зависит от вида обработки: при чистовом точении и растачивании он составляет 0,05—0,10 мм, при шлифовании 0,03—0,05 мм на радиус.
Обработкой деталей под ремонтный размер восстанавливают гильзы блока цилиндров, коренные и шатунные шейки коленчатого вала, опорные шейки распределительного вала и многие другие детали. К преимуществам восстановления деталей обработкой до ремонтного размера следует отнести простоту технологического процесса и высокую экономическую эффективность. К недостаткам этого способа относятся увеличение номенклатуры запасных частей, поставляемых промышленностью, и некоторое усложнение организации процессов комплектования деталей.
«Микрогеометрия» - это микропрофиль зеркала цилиндров. От того, какой получилась поверхность после ремонта, зависит трение и износ деталей, в первую очередь, поршневых колец. Для этого микропрофиль поверхности должен удовлетворять противоречивым требованиям - быть гладким, но одновременно и шероховатым, чтобы удерживать масло. Кроме того, необходимо, чтобы трущиеся детали имели минимальное время приработки.
Всем этим требованиям, как известно, лучше всего соответствует поверхность, имеющая впадины (риски) так называемой основной шероховатости глубиной до 0,005-0,010 мм и сглаженные (плоские) вершины - опорные поверхности. Такая поверхность формируется в процессе плосковершинного хонингования.