

1.6. Механизмы магазинного питания
Трубчатый магазин для подачи круглых или близких к ним по форме деталей рис. 1.35., транспортируемых в направлении оси их вращения: а) - витой; б)- жесткий со щелью для наблюдений.
Cxeмa линейного магазина с вертикальными элеваторами для хранения заготовок рис. 1.36.. По приемному лотку 1 заготовки поступают на несущие устройства 2 элеватора и передаются на следующие элеваторы через отверстие в кожухе 3. Конечный элеватор передает заготовки на лоток 4 выдачи. Элеваторы работают синхронно от общего привода с цепной передачей 5.
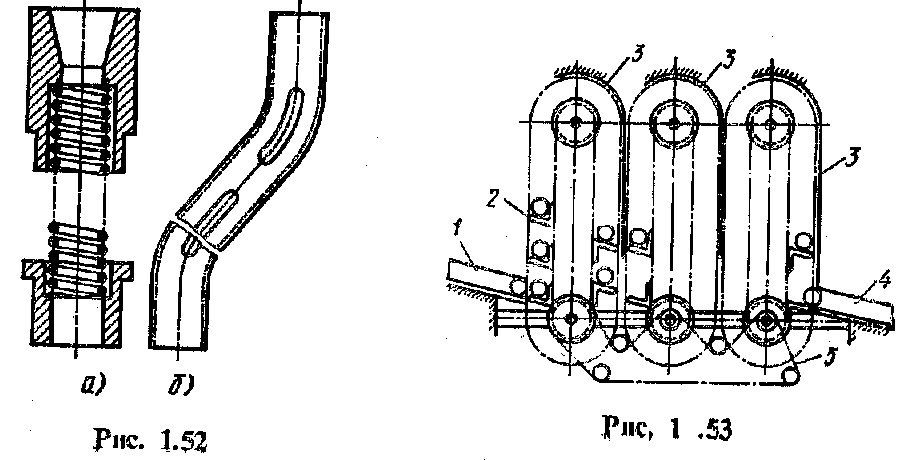
Рис. 1.35. Трубчатый магазин для подачи круглых или близких к ним по форме деталей |
Рис. 1.36. Cxeмa линейного магазина с вертикальными элеваторами для хранения |
|
Шахтный магазин рис. 1.37.. Заготовки 2 по приемному лотку поступают на несущие устройства элеватора и передаются на наклонные плоскости 3 накопителя. Отсекатель выдает заготовки на транспортер 5.
|
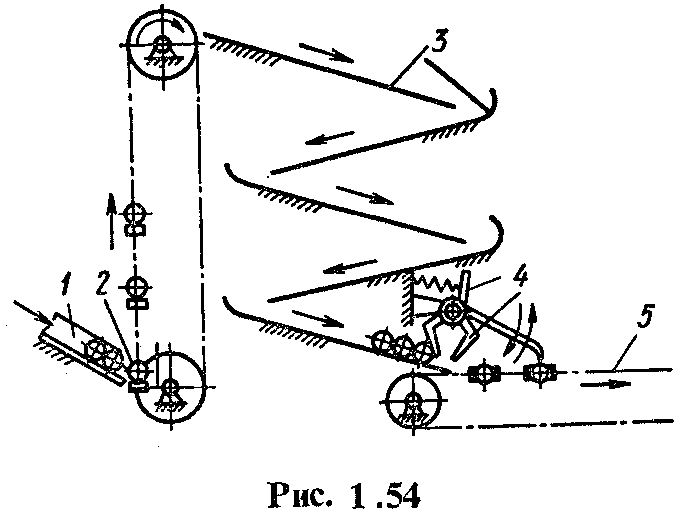
Рис. 1.37. Шахтный магазин.
|
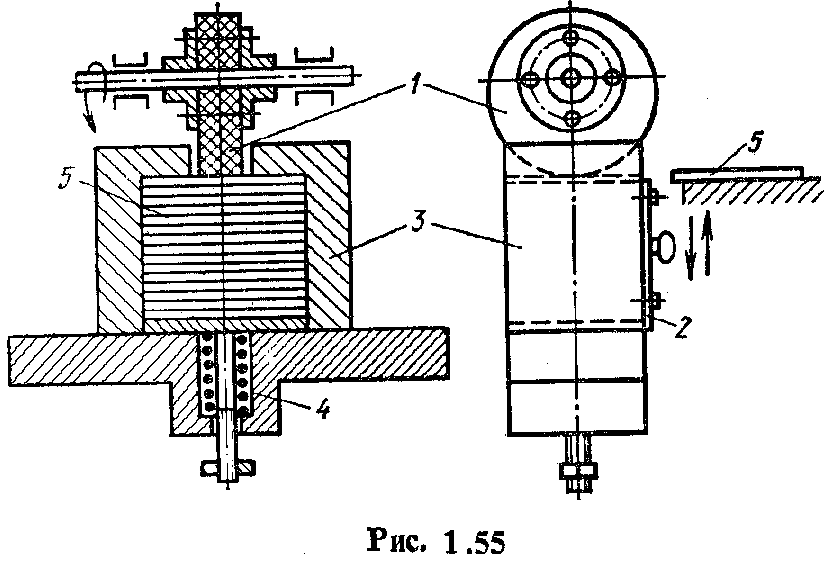
Cxeмa фрикцион-ного питателя для тонких плоских заготовок рис. 1.38. Вращающийся диск 1, изготовленный из войлока или резины и yстaновленный на валу эксцентрично, силой трения выталкивает верхнюю деталь 5 из стопки, собранной в накопителе 3. Пружина 4 удерживает стопку в соприкосновении с верхним упором. Заслонкой 2 регулируется высота щели для выхода заготовок
|
1.7. Транспортирующие и вспомогательные устройства
Автоматическая перегрузка деталей с конвейера на ленточный или пластинчатый транспортер рис. 1.39. Детали 3, подвешенные на крючках 4 конвейера 1, автоматически перегружаются на ленточный транспортер 2. Скорость ленточного транспортера V2 должна быть больше скорости конвейера V1 на 30 - 40%.
|
Рис. 1.39. Автоматическая перегрузка деталей с конвейера на ленточный или пластинчатый транспортер. |
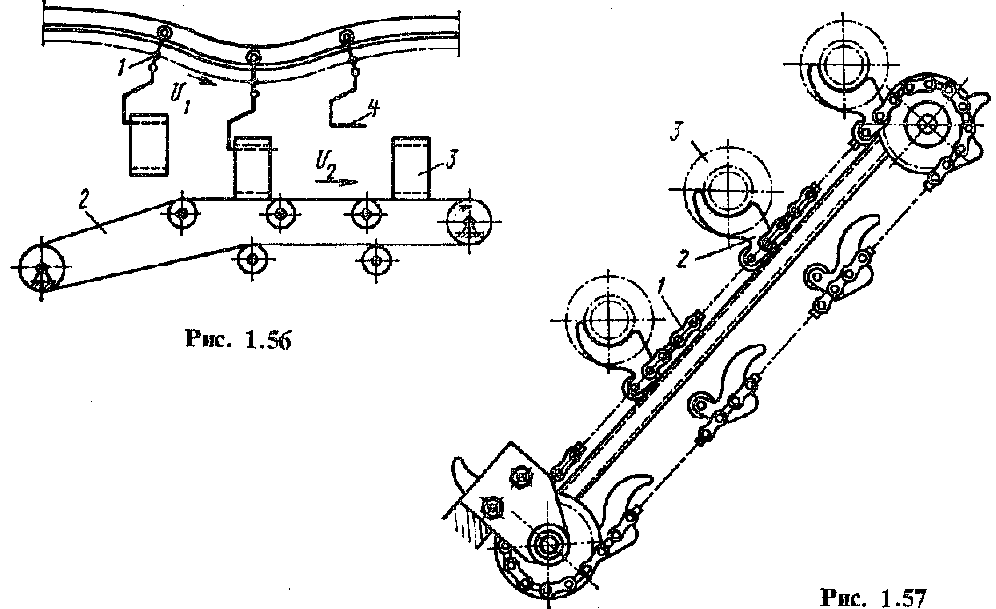
Рис. 1.40. Устройство для тратранспортировки круглых загззаготовок. |
Устройство для транспор-тировки круглых заготовок рис. 1.40, состоящее из двух вращающихся валков: цилиндрического 2 и коничес-кого 1. Верхние образующие валков расположены параллельно горизон-тальной плоскости. Перемещение заго-товок 3 осуществляется за счет состав-ляющей силы трения, возникающей вследствие разности окружных скоростей.
|

Схема шагового транспортера для транспортировки круглых заготовок рис. 1.41. Заготовки 1 транспортируются по лотку 2 посредством штанги 5 с подпружиненными собачками 6. Штанга 5 получает возвратно-поступательное движение от гидравлического цилиндра 7. В местах разгрузки установлены питатели 4 с общим приводом, который состоит из цилиндра 3 и зубчато-реечной передачи.
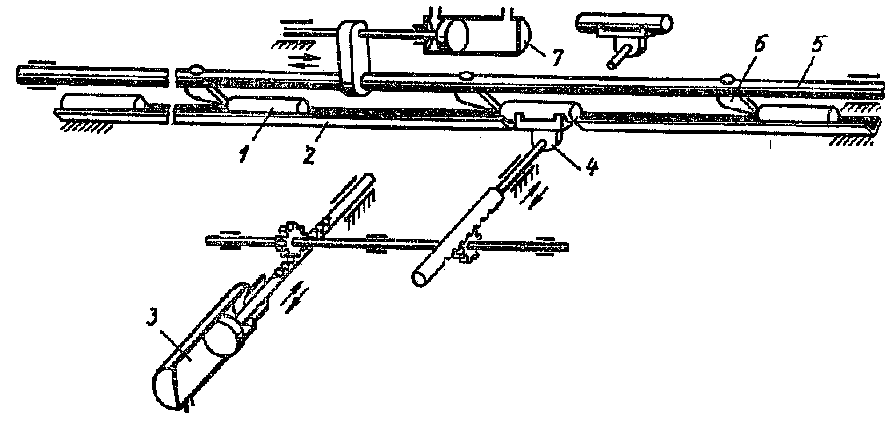 Рис.
1.41. Схема шагового транспортера для
транспортировки круглых заготовок
Рис.
1.41. Схема шагового транспортера для
транспортировки круглых заготовок
. Качающийся перекидчик рис. 1.42. Прерывистая передача заготовок 1 с транспортера в загрузочные позиции станка осуществляется качающимся столом 2, приводимым в движение посредством пневматического привода.
Устройство для удаления предохранителей из гнезд револьверного диска рис. 1.43. Связанный с ползуном пресса кронштейн 4 сообщает относительно колонны 3 движение втулке 1, имеющей винтовой паз. В результате воздействия неподвижно крепленного на колонне пальца 2 втулка 1 при осевом смещении поворачивается. К втулке прикреплен кронштейн 5 с шарнирно укрепленными и подпружиненными захватами 7.
При опускании ползуна возле нижнего крайнего положения захваты сжимают предохранитель 9, в начале подъема ползуна извлекают его из гнезда, затем рычаг поворачивается, и при встрече захватов с неподвижным упором 6 предохранитель освобождается и опускается в лоток. Центрирование захватов относительно предохранителя осуществляется штифтами 8.
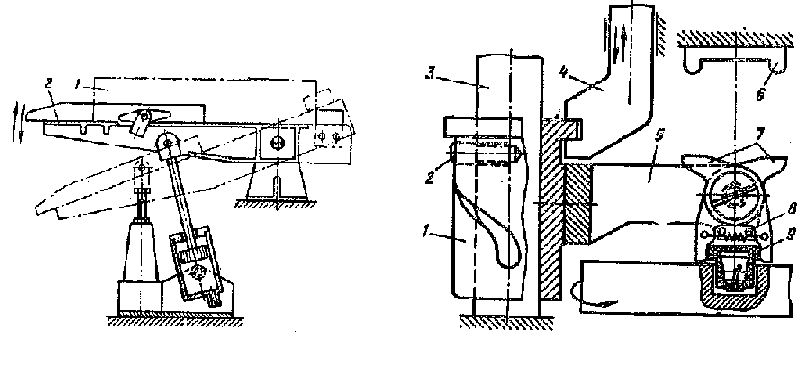
Рис. 1.42. Качающийся перекидчик. |
Рис. 1. 43 Устройство для удаления предохранителей из гнезд револьверного диска. |