

2.3 Выбор приспособлений и режущих инструментов для станков с чпу
Выбор приспособлений.
Названия приспособлений по ГОСТ 14.305 – 73. Оптимальными для
станков с ЧПУ наиболее часто применяются универсально – сборные приспособления (УСП).
Выбор режущих инструментов.
Основными требованиями, предъявляемыми к режущим инструментам для станков с ЧПУ являются:
1. Высокая режущая способность и надежность, достигаемая применением для изготовления инструментов наиболее совершенных инструментальных материалов. Как правило, применяются режущие инструменты, оснащенные твердым сплавом. Причем широко применяются твердые сплавы с покрытиями из карбида титана, нитрида титана, минералокерамики и нитрида бора. Высокая стойкость требуется в связи с длинным путем резания (на станках с ЧПУ) на одной операции, а также стремление к меньшим простоям металлорежущих станков.
2. Повышенная точность достигается за счет изготовления инструментов по специальным техническим требованиям (допуски приблизительно в два раза жестче, чем для обычных инструментов). Эта точность необходима как для точности исходного положения инструмента, так и для точности получения размеров.
3. Универсальность,
позволяющая обрабатывать сложные детали
одним многоцелевым режущим инструментом.
Например: универсальный проходной и
подрезной резец (смотри рисунок 2.3.1)
может обтачивать наружные и цилиндрические
и торцовые поверхности, а последние как
с подачей к центру, так и от центра
заготовки. На станках с контурной
системой ЧПУ такой резец может обработать
все фаски с различными углами и фасонные
поверхности. Для фасонных поверхностей
с углами обратного схода до 30![]() может
применяться резец по рисунку 2.3.2. Для
черновой обработки у деталей нескольких
отверстий может быть рациональным
применение одной концевой фрезы (смотри
рисунок 2.3.3).
может
применяться резец по рисунку 2.3.2. Для
черновой обработки у деталей нескольких
отверстий может быть рациональным
применение одной концевой фрезы (смотри
рисунок 2.3.3).

Рисунок 2.3.1
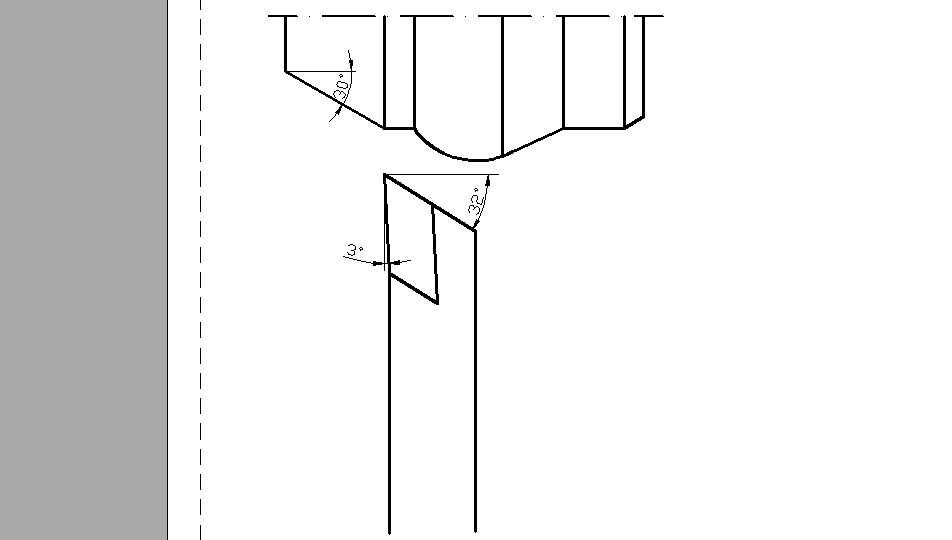
Рисунок 2.3.2

Рисунок 2.3.3
4. Наличие элементов для устойчивого формирования и дробления стружки, не мешающей автоматическому циклу станка.
5. Возможность быстрой замены и восстановлениня режущей части (инструмент с многогранными неперетачиваемыми пластинками, инструменты, настраиваемые вне станка).
Одним из источников по выбору оснастки для станков с ЧПУ является [8].
2.4 Назначение режимов резания при обработке на станках с чпу
Режимы резания при работе на станках с ЧПУ определяются также, как и для станков с ручным управлением.
Из режимов резания рассмотрим t, S, V. От них зависит точность и качество обрабатываемой поверхности, производительность и себестоимость обработки. Сначала устанавливают глубину резания (t), затем подачу (S) и затем скорость резания (V).
Глубина резания (t) определяется величиной припуска на обработку данной поверхности.
При черновом точении ступенчатого вала в отдельных местах иногда приходится удалять большой слой металла, производя обработку за несколько рабочих ходов. При каждом рабочем ходе глубину резания берут предельно допустимой по мощности станка и прочности наиболее слабого звена технологической системы.
При чистовой обработке глубинку резания уменьшают для обеспечения заданной точности.
Подачу (S) назначают при черновой обработке максимально допустимой по мощности станка и прочности наиболее слабого звена технологической системы.
При чистовой обработке её назначают в зависимости от заданной шероховатости поверхности и квалитета точности.
Если подача дана на оборот – она может быть пересчитана в минутную подачу (часто в станках с ЧПУ подача задается в мм/мин).
Скорость резания (V) – рассчитывается по формуле теории резания или устанавливают по нормальным таблицам, зная условия выполнения данного технологического перехода.
В обычных условиях при расчете скорости резания ориентируются на экономическую стойкость режущего инструмента. Применительно к токарным проходным резцам стойкость принимают от 30 до 60 минут.
По скорости резания определяют частоту вращения (n) шпинделя и согласовывают с паспортными данными станка.
При чистовой обработке деталей с большими площадями обрабатываемых поверхностей стойкость режущего инструмента должна быть не менее времени обработки. В противном случае при вынужденной смене инструмента на обработанной поверхности будет иметь место недопустимый уступ.
Рассмотрим, может ли быть такой случай. И если да, то как поступить?
Обработка на станке 1512Ф3; согласно характеристике станка он может обработать детали высотой Н1000 мм и ф830 мм. Определим по справочнику режимы чистового точения [9]:
t=0,5 мм; S=0,13 мм/об; V=165 м/мин.
![]() =63
об/мин.
=63
об/мин.
![]() =122
мин.
=122
мин.
Необходимо увеличить стойкость инструмента путем снижения скорости резания.
Формула зависимости между V и Т имеет вид:
![]() (1) - всю правую
сторону, кроме Тm
, обозначим
через А, как постоянную
при рассмотрении данного вопроса.
(1) - всю правую
сторону, кроме Тm
, обозначим
через А, как постоянную
при рассмотрении данного вопроса.
![]() (2)
(2)
Выразим зависимость между V и Т через путь резания:
L=![]() .
.
Время резания Т=![]() ,
отсюда
,
отсюда
![]()
Подставим в формулу (2):
![]() или
или
![]()
Тогда Т=![]()
По этой формуле определяем Т, а затем по формуле (1) определяем заниженную скорость резания.