1Введение
Значительная роль в развитии экономики страны принадлежит радиотехнической промышленности.
Главная задача отрасли полное обеспечение экономики страны современной радиоэлектронной аппаратуры и дальнейшее улучшение ее качеств.
Продукция радиотехнической промышленности находит широкое применение во всех отраслях народного хозяйства и применяется в следующих сферах: радиосвязь, радиовещание, телевидение, магнитные запись и воспроизведения сигнала, радиолокация и радионавигация, радиометеорология, радиоастрономия, здравоохранение, системы обработки данных на базе ЭВМ.
Развитие радиопромышленности идет более быстрыми темпами по сравнению с другими отраслями. Важнейшей особенностью отрасли являются высокие темпы обновления. Поколение ЭВМ:
I Электронная лампа
II Транзисторы
III Интегральные схемы
IV Большие интегральные схемы на кремневой основе
V Сверхбольшие интегральные схемы на кристалле
Обновление выпускаемой продукции происходит один раз в 5-6 лет.
Это вызвано созданием мощной научно-исследовательской базы.
 2Характеристика
типов производства бывает следующих
видов:
2Характеристика
типов производства бывает следующих
видов:
Единичное
Серийное
Массовое
Единичное производство характеризуется малым объемом выпуска одинаковых изделий. Изделия выпускаются единичными либо не повторяются, либо повторяются редко.
Отличительные особенности:
Разнообразная номенклатура продукции;
Применение универсального оборудования, приспособлений и инструментов;
Преобладание рабочих высоких квалификаций;
Техпроцесс укрупненный.
Единичное производство характеризуется большим циклом производства, значительным незавершенным производством и высокой себестоимости продукции.
Серийное производство характеризуется изготовлением изделий периодически повторяющимися партиями.
Отличительные особенности:
Выпуск продукции сериями, т.е. изделия одинаковы по конструкции и техническим характеристикам;
Применяется специальное и универсальное оборудование;
Преобладание рабочих средних квалификаций;
Техпроцесс в виде операционных карт.
Массовое производство характеризуется большим объемом выпуска изделий, малой номенклатуры, непрерывно изготовляемые в продолжительное время в течение, которого на большинстве рабочих мест выполняют одну операцию.
Отличительные особенности:
Выпуск продукции в большом количестве;
Специальное оборудование, приспособление и инструментов;
 Специализация
рабочих мест;
Специализация
рабочих мест;Преобладают рабочие средних квалификаций;
Разрабатывается подробный техпроцесс.
В массовом производстве достигается высокая производительность труда и более низкая себестоимость продукции.
Предприятие или цех относят к тому или иному типу производства в зависимости от преобладающей доли типов производственных процессов и их характера повторяемости выпуска продукции.
3Опредение количества рабочих мест и их загрузки.
Для проектирования участка сборки и монтажа печатной платы необходимы следующие данные.
3.1.1Примерный технологический процесс, в котором указаны нормы времени на каждую операцию.
Таблица 1
Техпроцесс сборки и монтажа печатной платы
Наименование операции |
Разряд |
Время изготовления |
|
мин |
часы |
||
1 Расконсервация |
2 |
2,8 |
0,04 |
2 Входной контроль |
4 |
3,8 |
0,06 |
3 Формовочная |
2 |
3 |
0,05 |
4 Лужение |
2 |
1 |
0,016 |
5 Монтажная (установка, пайка, доработка) |
4 |
44,2 |
0,73 |
6 Промывочная |
2 |
0,69 |
0,011 |
7 Маркировочная |
2 |
2,28 |
0,038 |
8 Регулировочная |
4 |
1 |
0,016 |
9 Контроль ОТК |
4 |
10 |
0,166 |
Итого |
|
|
1,12 |
Программа выпуска – 102000
3.1.2 Сборка и монтаж печатной платы осуществляется на непрерывно – поточной линии.
Такт непрерывно – поточной линии:
![]() (3.1.1)
(3.1.1)
Где
![]() – эффективный фонд времени(час);
– эффективный фонд времени(час);
![]() - коэффициент, учитывающий регламентируемые
перерывы(0,95);
- коэффициент, учитывающий регламентируемые
перерывы(0,95);
N – программа выпуска изделия.

![]() (3.1.2)
(3.1.2)
Где D – количество рабочих дней в плановом периоде (260);
P – продолжительность смены в часах(8 часов);
d – сменность работы (2 смены);
![]() - потери времени на ремонт оборудования
(5 – 10 %).
- потери времени на ремонт оборудования
(5 – 10 %).
![]()
![]()
3.1.3Количество рабочих мест на операции, не выполняемые на поточной линии.
![]() (3.1.3)
(3.1.3)
Где
![]() – штучное время в часах;
– штучное время в часах;
![]() - коэффициент выполнения норм (принимается
в пределах 1,1 – 1,25);
- коэффициент выполнения норм (принимается
в пределах 1,1 – 1,25);
![]() (1)
(1)
![]() (2)
(2)
![]() (1)
(1)
![]() (1)
(1)
3.1.4 Количество рабочих мест на каждую операцию, выполняемую на поточной линии.
![]() (3.1.4)
(3.1.4)
![]() (21)
(21)
![]() (1)
(1)
![]() (1)
(1)
![]() (1)
(1)
![]() (5)
(5)
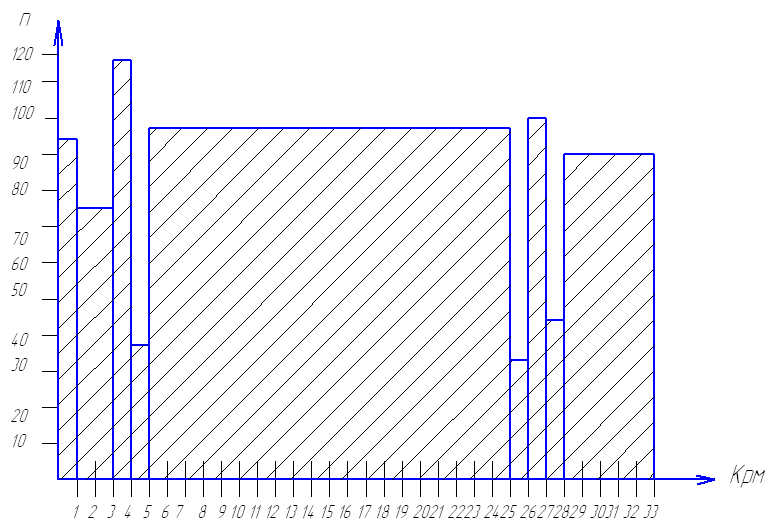
3.1.5 Загрузка рабочих мест
![]() (3.1.5)
(3.1.5)
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
3.1.6 Средняя загрузка рабочих мест
![]() (3.1.6)
(3.1.6)
![]()
Таблица
2
Количество рабочих мест на операции
Наименование операций |
Норма времени |
|
|
Коэффициент загрузки |
1 Расконсервация |
0,04 |
0,94 |
1 |
94 |
2 Входной контроль |
0,06 |
1,41 |
2 |
70,5 |
3 Формовочная |
0,05 |
1,18 |
1 |
118 |
4 Лужение |
0,016 |
0,37 |
1 |
37 |
5 Монтажная |
0,73 |
20,27 |
21 |
96,5 |
6 Промывочная |
0,011 |
0,305 |
1 |
30,5 |
7 Маркировочная |
0,038 |
1,05 |
1 |
105 |
8 Регулировочная |
0,016 |
0,44 |
1 |
44 |
9 Контроль ОТК |
0,166 |
4,61 |
5 |
92,2 |
Итого |
1,12 |
|
34 |
|
ГРАФИК