

3. Штампування кованок на гвинтових фрикційних пресах.
Гвинтові преси за принципом впливу на заготовку є машинами проміжного виду поміж пресом та молотом. Повзун гвинтового преса в кінці ходу додолу здійснює удар зі швидкістю 1…3 м/с, що в 4…8 разів менша за швидкість бойка молота. Ця особливість гвинтових пресів визначила їх використання для штампування кованок з важкодеформівних та малопластичних сталей и сплавів (наприклад магнієвих). На цих пресах виконують штампування відкрите, закрите та штампування витискуванням.
Відносно мала швидкість на початку робочого ходу преса і можливість застосовувати замість суцільноблокових складані штампи та рознімні матриці дозволяє отримувати кованки вельми складної конфігурації (рис. 8).
До недоліків гвинтових пресів належать їх порівняно низька продуктивність, тому вони здебільшого застосовуються у дрібносерійному виробництві для виготовлення малих і середніх кованок. При виготовленні дрібних кованок вони здатні замінити штампувальні молоти, кривошипні преси і навіть горизонтально-кувальні машини.

Рис.7. Кованки, виготовлені на КГШП: 1-3 – перша; 4-6 – друга; 7-9 – третя; 10-15 – четверта група складності.
4. Штампування кованок на гідравлічних пресах.
Гідравлічні преси відрізняються тихохідністю, практично необмеженою довжиною робочого ходу та значною потужністю. За потужністю – це найбільше ковальсько-штампувальне устаткування (зусилля до 750 МН). Особливістю гідравлічних пресів є можливість забезпечити стабільне зусилля штампування протягом тривалого відрізка часу незалежно від деформування. На гідравлічних пресах виконують штампування витискуванням, відкрите та закрите штампування, прошивання, протягування, багаторівчакове штампування складних за формою та великих за масою та розмірами кованок (площа проекції до 2,5м2 та маса більш ніж 350 кг), а також кованок з важкодеформівних матеріалів (титанові сплави, деякі жароміцні сталі та сплави).
Недоліком гідравлічних пресів є порівняно низька стійкість штампів, зумовлена довготривалим контактом з гарячим металом кованки. Для підвищення стійкості штампів преси обладнують водяним охолодженням , змащують робочі поверхні пуансонів і матриць, а масивні деталі штампів роблять порожнистими. Кованки, що штампуються на гідравлічних пресах , поділяють на чотири групи: перша – гільзи та стакани; друга – диски та фланці; третя – хрестовини; четверта – панелі тощо.
4. Штампування кованок на горизонтально-кувальних машинах.
Горизонтально-кувальні машини (ГКМ), по-суті, є горизонтальними кривошипними гарячештампувальними пресами із зусилями 6,3…125 МН. На ГКМ штампують у відкритих, закритих штампах і в штампах для видавлювання. Їх особливістю є використання в їх конструкціях кривошипно-шатунних механізмів і наявність двох площин рознімання штампа: однієї – в самій матриці; другої – між матрицею та пуансоном (рис. 9). У рознімній матриці можна затискати вихідні заготовки різної форми, що дає змогу відмовитись від штампувальних ухилів та облою. ГКМ часто застосовують для виготовлення кованок, що не вимагають деформування металу по всій довжині, чи для виконання кінцевої операції штампування кованок, виготовлених на іншому обладнанні, наприклад, висаджування фланця на колінчастих і багатосхідчастих валах. На ГКМ виготовляють кованки за один чи декілька переходів з прокату або окремих вихідних заготовок.
Типовим процесом є багаторівчакове висаджування в закритих дворознімних штампах. Поширеною операцією на ГКМ є отримання фланців і потовщень різної форми на трубчастих заготовках (рис. 10). На ГКМ виконують також пере тискання заготовок, сплющування, вигинання, відрізання тощо.Кованки, що виготовляються на ГКМ, звичайно мають форму тіл обертання з прямою віссю, спрямованою вздовж осі вихідного прутка. За формою вони можуть бути віднесені до двох основних груп: до кованок типу стрижня суцільного перерізу з одним або кількома потовщенями і стрижня із наскрізним отвором. Кованки, форма яких суттєво відрізняється від форм тіл обертання, на ГКМ звичайно не штампують.
Перевагами ГКМ є висока продуктивність устаткування, можливість виготовлення кованок з отворами без перемичок, без штампувальних ухилів, порівняно складної форми, висока придатність до механізації та автоматизації виробничих процесів штампування кованок тощо.
До недоліків ГКМ відносять: обмежені номенклатура та маса (до 150 кг) кованок, що штампуються; необхідність використання в якості вихідного матеріалу прокату, як правило, підвищеної точності, а іноді й каліброваного, оскільки машина працює на розпір; при коливаннях об’єму вихідної заготовки через допуск на розміри перерізу прокату звичайної точності штампування в закритих та відкритих рівчаках є неможливою або практично нераціональною.

Рис.8. Кованки, виготовлені на гвинтових пресах: 1-3 – перша; 4-6 – друга; 7-10 – третя; 11-15 – четверта групи складності.
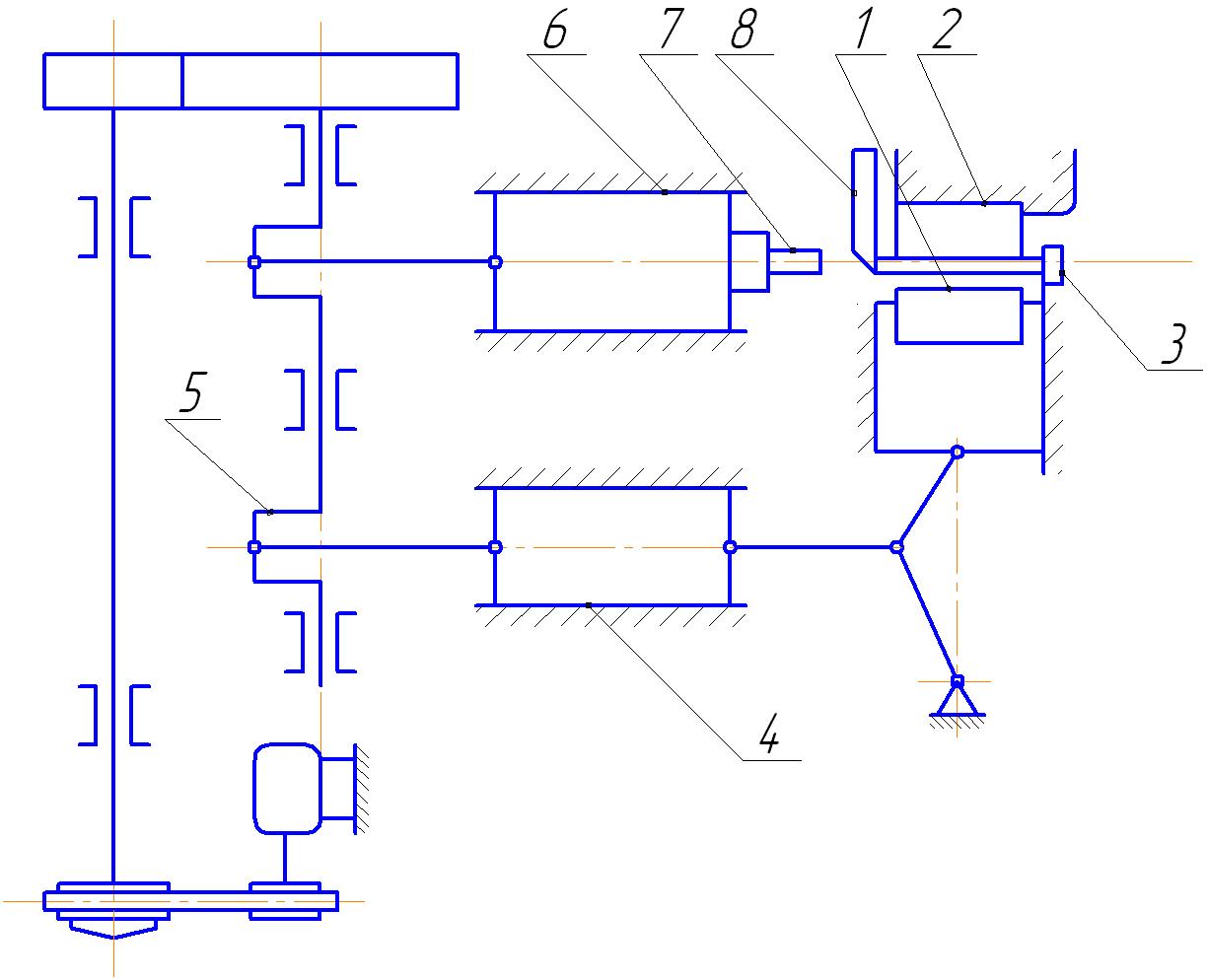
Рис. 9. Схема ГКМ: 1, 2 – рознімна матриця; 3 – кованка; 4, 6 – повзуни; 5 – привод руху повзунів; 7 – пуансон; 8 – упор.
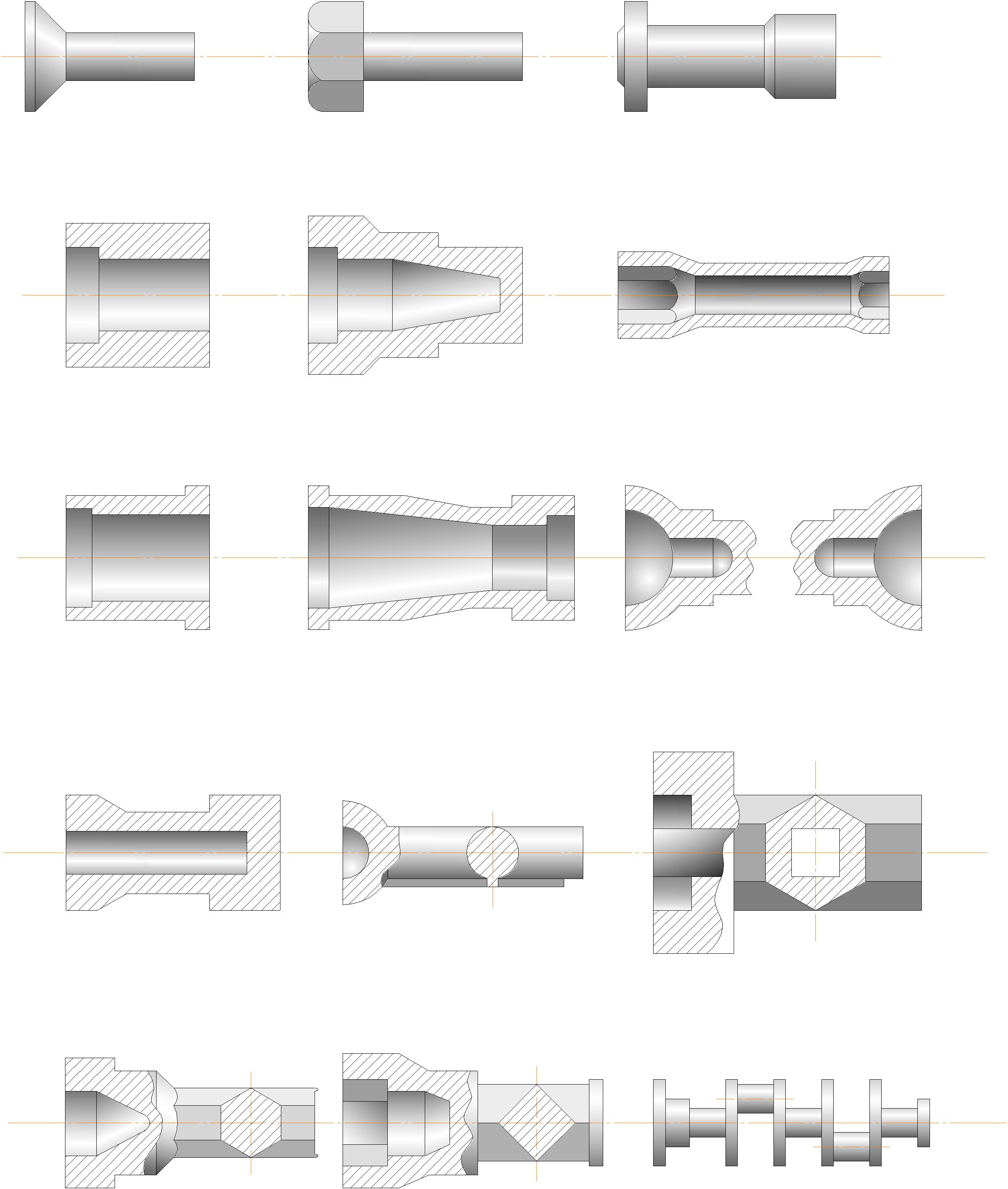
Рис. 10. Кованки. Виготовлені на ГКМ: 1-3 – перша; 4-6 – друга; 7-9 – третя; 10 -15 – четверта група складності.