

Работа №13 Технологический процесс ручной дуговой сварки (плавящимся электродом с обмазкой)
13.1 Цель работы:
1. Практическое ознакомление с источниками питания сварочной дуги постоянного и переменного тока и построение внешней вольт-амперной характеристики источника.
Ознакомление с марками электродов для ручной дуговой сварки и определение важнейших технологических показателей плавления электрода.
13.2 Теоретическое обоснование работы
Ручная дуговая сварка является наиболее распространенным и широко применяемым в промышленности видом сварочных процессов. Электрическая дуга представляет собой устойчивый электрический разряд в газовой среде или в среде паров между твердыми или жидкими электродами при большой плотности тока и характеризующейся высокой температурой.
Для устойчивого горения дуги необходима ионизация среды дугового промежутка, вызывающаяся появлением электронов. Основные причины их образования следующие:
1. Термоэлектронная эмиссия катода, возникающая при достаточном его нагревании.
2. Автоэлектродная эмиссия, при которой энергия, необходимая для выхода электронов из катода, сообщается силовым электрическим полем, т.е. приложенным к электродам напряжением.
3. Фотоэлектронная эмиссия и т.д.
Сварочная дуга характеризуется рядом
параметров - напряжением
![]() (5-55 В), силой тока I(10-1000А), длиной lд (0,3-13
мм). Зависимость
=f(I)
называется статической вольт -амперной
характеристикой дуги (рис.13.1). Ее вид и
положение в системе координат зависят
от диаметра электрода, длины дуги, среды,
в которой происходит дуговой разряд и
т.д. Зависимость напряжения на дуге от
ее длины можно приближенно выразить
формулой, которую предложил К. К. Хренов:
(5-55 В), силой тока I(10-1000А), длиной lд (0,3-13
мм). Зависимость
=f(I)
называется статической вольт -амперной
характеристикой дуги (рис.13.1). Ее вид и
положение в системе координат зависят
от диаметра электрода, длины дуги, среды,
в которой происходит дуговой разряд и
т.д. Зависимость напряжения на дуге от
ее длины можно приближенно выразить
формулой, которую предложил К. К. Хренов:
![]() ,
(1)
,
(1)
где а - суммарное падение напряжения в
катодной и анодной областях дуги, b –
средняя напряженность электрического
поля столба дуги,
![]() -
длина дуги, обычно:
-
длина дуги, обычно:
а=10
![]() 12В;
12В;
b=2 2.5 в/мм. (2)
Сварочная дуга и источник ее питания
образуют взаимосвязанную энергетическую
систему с общими параметрами (
и I), свойства и характеристики которой
определяют устойчивость процесса
горения дуги, а следовательно, и качество
сварки. Источники питания сварочной
дуги характеризуются внешней вольт-амперной
характеристикой (рис.3.1). Для обеспечения
устойчивого горения дуги каждому способу
сварки должен быть назначен источник
питания с соответствующей внешней
характеристикой. Для ручной дуговой
сварки необходима крутопадающая внешняя
характеристика источника питания,
обеспечивающая устойчивое горение дуги
в точке А (рис.13.1) при
![]() и
и
![]() и ограничивающая величину тока короткого
замыкания ,
и ограничивающая величину тока короткого
замыкания ,
![]() Кроме того, при такой характеристике
изменение длины дуги почти на отражается
на величине сварочного тока. Для
возбуждения автоэлектронной эмиссии
и зажигания дуги требуется значительно
большое напряжение, чем рабочее. Однако
техника безопасности ограничивает
предельные значения напряжения холостого
хода (
Кроме того, при такой характеристике
изменение длины дуги почти на отражается
на величине сварочного тока. Для
возбуждения автоэлектронной эмиссии
и зажигания дуги требуется значительно
большое напряжение, чем рабочее. Однако
техника безопасности ограничивает
предельные значения напряжения холостого
хода (![]() ),
поэтому при ручной дуговой сварке
зажигают дугу касанием изделия электродом.
Ток короткого замыкания (
),
вследствие высокого сопротивления в
месте контакта электрода с изделием,
разогревает торец электрода и
обеспечивает термоэлектронную эмиссию.
Величину
приходится ограничивать для обеспечения
безаварийной работы всей сварочной
цепи, т.е. коэффициент добротности D
источника питания должен быть в пределах:
),
поэтому при ручной дуговой сварке
зажигают дугу касанием изделия электродом.
Ток короткого замыкания (
),
вследствие высокого сопротивления в
месте контакта электрода с изделием,
разогревает торец электрода и
обеспечивает термоэлектронную эмиссию.
Величину
приходится ограничивать для обеспечения
безаварийной работы всей сварочной
цепи, т.е. коэффициент добротности D
источника питания должен быть в пределах:
![]() .
.
Источники питания, как и сама дуга, могут
быть переменного (трансформаторы) и
постоянного (выпрямители) тока. Причем
дуга постоянного тока может быть прямей
(- на электроде и + на изделии) и обратной
(+ на электроде) полярности. Принцип
действия сварочного трансформатора
ясен из рис.13.2,а. Трансформатор Тр
понижает напряжение сети
![]() ,
так как
,
так как
![]() .
Изменением числа витков в первичной
обмотке (
.
Изменением числа витков в первичной
обмотке (![]() ) изменяем напряжением холостого хода
(
) изменяем напряжением холостого хода
(![]() см.рис.13.1)
и тем самым ступенчато регулируем силу
тока.
см.рис.13.1)
и тем самым ступенчато регулируем силу
тока.
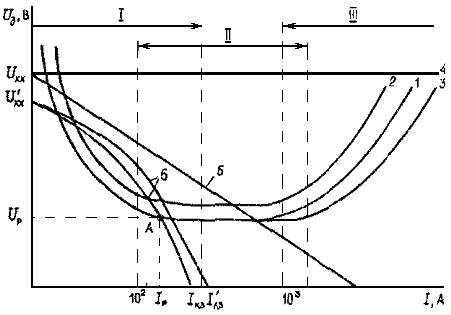
Рис, 13.1. Статические вольт-амперные характеристики дуги (1-3) и внешние
вольт-амперные характеристики источников питания (4-6): характеристики
I и 2:
![]() ,
,![]() : характеристики 1 и 3:
: характеристики 1 и 3:
![]() = const;
= const;
![]() ;
;
4 - жесткая характеристика; 5 - полого падающая характеристика;
6 - круто падающие характеристики; I - ручная дуговая сварка покрытым
электродом; II - сварка под слоем флюса; III - cварка в среде защитных
газов
Плавная регулировка силы тока, а также
падающая характеристика источника
питания обеспечиваются дросселем (Др).
С увеличением зазора
![]() в сердечнике дросселя увеличивается
его индуктивное сопротивление, а
следовательно, уменьшается ток
самоиндукции в обмотке дросселя, который
имеет напряжение, обратное основному
току, и тем самым увеличивается
в сердечнике дросселя увеличивается
его индуктивное сопротивление, а
следовательно, уменьшается ток
самоиндукции в обмотке дросселя, который
имеет напряжение, обратное основному
току, и тем самым увеличивается
![]() и сварочный ток
и сварочный ток
![]() .
.
Полупроводниковые (селеновые или германиевые) выпрямители как источники сварочного тока находят все более широкое применение. Как видно из схемы на рис. 13.2, б, они состоят из понижающего Тр и вентилей, соединенных по трехфазной мостовой схеме (В). Регулировку сварочного тока в цепи осуществляют переключением обмоток трансформатора и схемы включения вентилей, а также включением в цепь балластного реостата (РБ), чем и достигается падающая характеристика.

Рис. 13.2. Схемы источников питания сварочного тока: а – трансформатор,
б – выпрямитель.
Ручная дуговая сварка осуществляется с помощью электродов, представляющих собой металлический стержень длиной от 225 до 450 мм и диаметром от 1,5 до 6 мм, на который нанесена специальная обмазка (покрытие). Обмазка предназначена для создания ионизированного дугового промежутка (т.е. стабилизации дуги), для защиты дуги и жидкого металла сварочной ванны от атмосферы воздуха, для раскисления легирования металла шва, а также для улучшения формирования шва. Указанные требования обеспечивающей подбором компонентов в обмазке, которая должна содержать следующие вещества:
Стабилизирующие горение дуги (соли щелочных металлов).
Шлакообразущие (марганцевая руда, мрамор, полевой и плавиковый шпат и т.д.).
Газообразующие (крахмал, целлюлоза, мрамор, доломит).
Раскисляющие (ферро-марганец, -силиций, -титан).
Легирующие (марганец, никель).
Связующие (жидкое стекло).
Большое значение состава и качества
обмазки для процесса дуговой сварки
можно показать на примере стабилизации
дуги. При зажигании и горении дуги для
отрыва электронов от атомов надо
совершить работу, величину которой
можно оценить эффективным потенциалом
ионизации, зависимым от потенциала
ионизации химических элементов и их
концентрации в дуговом промежутке.
Введение в состав электродных покрытий
элементов с низким потенциалом ионизации
(например, солей К, Ма, Со, Li и т.д.) облегчает
зажигание и стабилизирует горение дуги.
Об ионизирующих свойствах электродной
обмазки судят по длине естественного
обрыва дуги
![]() .
Обмазанный электрод закрепляется
вертикально в специальной стойке-штативе,
перпендикулярно к лежащей у основания
стойки пластине. Небольшой зазор между
торцем электрода и пластиной после
подачи на них напряжения от источника
питания замыкается угольным стержнем.
Возбудившаяся дуга плавит электрод,
тем самым увеличивается длина дуги до
ее естественного затухания. Расстояние
между торцем электрода и наплавленным
металлом на пластине и будет длиной
естественного обрыва дуги.
.
Обмазанный электрод закрепляется
вертикально в специальной стойке-штативе,
перпендикулярно к лежащей у основания
стойки пластине. Небольшой зазор между
торцем электрода и пластиной после
подачи на них напряжения от источника
питания замыкается угольным стержнем.
Возбудившаяся дуга плавит электрод,
тем самым увеличивается длина дуги до
ее естественного затухания. Расстояние
между торцем электрода и наплавленным
металлом на пластине и будет длиной
естественного обрыва дуги.
Толщина обмазки на электродах может быть весьма различной и характеризуется «коэффициентом веса покрытия»:
![]() (4)
(4)
где
![]() -
вес покрытой части металлического
стержня,
-
вес покрытой части металлического
стержня,
![]() (5)
(5)
![]() - вес покрытия; г;
- вес покрытия; г;
![]() ;(6)
;(6)
![]() -
вес электрода, г;
-
вес электрода, г;
![]() - вес всего стержня, г;
- вес всего стержня, г;
![]() (7)
(7)
![]() - удельный вес металла стержня, г/см3
(для стали 7,6 г/см);
- удельный вес металла стержня, г/см3
(для стали 7,6 г/см);
![]() - длина всего металлического стержня
электрода, см;
- длина всего металлического стержня
электрода, см;
![]() - длина покрытой обмазкой части
металлического стержня электрода, см;
- длина покрытой обмазкой части
металлического стержня электрода, см;
![]() -
диаметр металлического стержня электрода,
см. Коэффициент веса покрытия (
-
диаметр металлического стержня электрода,
см. Коэффициент веса покрытия (![]() )
колеблется для качественных электродов
от 10 до 50%.
)
колеблется для качественных электродов
от 10 до 50%.
Интенсивность расплавления металла
электрода под действием сварочной дуги
характеризуется коэффициентом
расплавления (![]() р),
который определяется количеством
электродного металла, расплавляемого
в единицу времени (ч) и отнесенного к
единице силы тока (А), т.е.
р),
который определяется количеством
электродного металла, расплавляемого
в единицу времени (ч) и отнесенного к
единице силы тока (А), т.е.
![]() Г/А·ч;(8)
Г/А·ч;(8)
где
![]() -
вес расплавленного металла, г; I - сила
сварочного тока, А; t- время сварки, ч;
-
вес расплавленного металла, г; I - сила
сварочного тока, А; t- время сварки, ч;
![]()
![]() (9)
(9)
![]() ,
,
![]() - длины электрода до и после сварки
(стержень и огарок),см. Перенос металла
с электрода на изделие в процессе дуговой
сварки сопровождается потерями металла
электрода за счет разбрызгивания,
окисления, испарения к т.д. Интенсивность
наплавления металла электрода на изделие
определяется коэффициентом наплавки
(
н),
- длины электрода до и после сварки
(стержень и огарок),см. Перенос металла
с электрода на изделие в процессе дуговой
сварки сопровождается потерями металла
электрода за счет разбрызгивания,
окисления, испарения к т.д. Интенсивность
наплавления металла электрода на изделие
определяется коэффициентом наплавки
(
н),
Аналогично
![]() Г/А*ч;(10)
Г/А*ч;(10)
где
![]() -
вес наплавленного металла, г;
-
вес наплавленного металла, г;
![]() (11)
(11)
Здесь
![]() ,
,
![]() - вес образцов (детали, пластины) до и
после наплавки, г.
- вес образцов (детали, пластины) до и
после наплавки, г.
Потери металла характеризуются коэффициентом потерь
 (12)
(12)
Потери металла зависят от плотности
тока, напряжения на дуге, пространственного
положения электрода при сварке, типа
обмазки и т.д. Если обмазка содержит
металл (в виде порошка), то
![]() ;
может получить отрицательное значение
(т.е.
;
может получить отрицательное значение
(т.е.
![]() ).
Для наиболее распространенных типов
качественных электродов значения
коэффициентов колеблются в пределах:
=
3
25%,
).
Для наиболее распространенных типов
качественных электродов значения
коэффициентов колеблются в пределах:
=
3
25%,
![]() =
7
12 г/А-ч,
=
7
12 г/А-ч,
![]() = 6 - 10 г/А-ч.
= 6 - 10 г/А-ч.