

Контрольная работа – Модуль 2 ’’Наплавка’’
Содержание и порядок выполнения расчетно-пояснительной записки:
–характеристика вида изнашивания наплавляемых деталей;
–характеристика материала изделия и оценка его склонности к образованию холодных трещин;
–особенности легирования выбранного способа наплавки;
– тип наплавленного металла и его свойства;
– характеристика наплавочных материалов;
– расчет параметров наплавленного металла и режима наплавки;
–техническая характеристика наплавочного оборудования;
– технологический процесс и техника наплавки деталей.
Характерные условия работы наплавляемых деталей
Схема, индекс |
Контртело |
Дополнительные условия |
Примеры |
Размер изнашиваемой поверхности , мм |
|
Кварцевый песок, дробленая порода, сухая или влажная
|
Абразивное изнашивание
|
Клыки роторного экскаватора, |
100х200х𝛿 |

Характеристика вида изнашивания наплавляемых деталей
Ударно – абразивное изнашивание
Абразивное изнашивание рабочих органов машин может осуществляться как при статических, так и при динамических нагрузках. В обоих случаях в металле происходят одни и те же явления, однако, характер протекания процессов разрушения для обоих видов изнашивания существенно отличаются.
При статической нагрузке происходит перераспределение напряжений и деформаций между участками тела. При динамических нагрузках напряжения и деформации могут существовать в одной части тела независимо от того, что происходит в его соседних участках. Это связано с локализацией ударного импульса, малым промежутком его действия. Установлено, что чем выше скорость соударения, тем выше напряжение, при котором происходит переход от упругой деформации металла к пластической.
В условиях ударно – абразивного изнашивания работает большинство узлов строительного и транспортного оборудования, множество деталей агрегатов, добывающих и измельчающих полезные ископаемые (зубья ковшей экскаваторов, буровые долота, молотки, щеки и конуса дробилок, приводные звездочки гусеничных машин и цепных элеваторов, транспортирующие сыпучие грузы, брони шаровых мельниц и многие другие).
Испытания металла на ударно – абразивный износ проводились при использовании дробилки ИРК-1[3], состоящей из ротора 1, на котором закреплены била 2, отражательной 4 и пропускной 5 плит (рис.2.13).
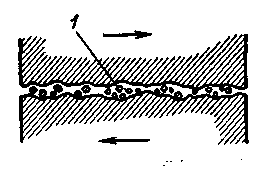
1 – частицы твердого вещества (абразивные частицы)
Рисунок 1 – Модель абразивного изнашивания
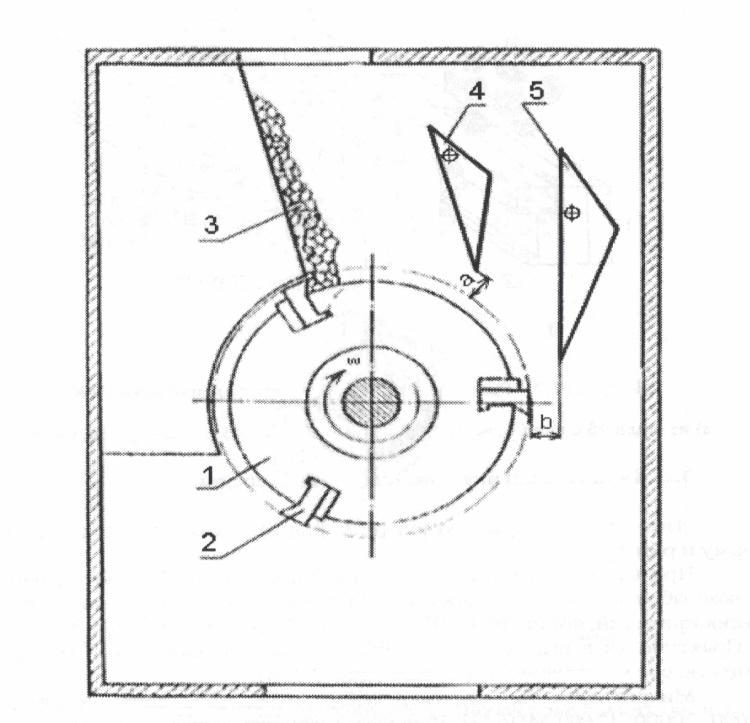
Рисунок 2.13 – Схема дробилки ИРК-1
Дробимая масса по наклонному желобу 3 непрерывным потоком поступает к вращающемуся ротору 1. Набегающие била ударяют по углю и отбрасывают его на плиту 4. Таким образом, дробление угля происходит в несколько стадий: во-первых, за счет соударения с билом, затем при ударе кусков по отражательной плите, и, наконец, при проходе угля в зазоре «а» и «в», у которых в наибольшей степени изнашивается кромка била.
Способность металла противостоять разрушению при ударно-абразивном изнашивании является функцией многих параметров: химического состава, структурного состояния сплава, чувствительности к структурным изменениям в поверхностном слое при взаимодействии с абразивными телами, условий изнашивания, включающих температуру, величину энергии удара, скорость соударения, состав и свойства измельченного материала.
Влияние микроструктуры сталей на их сопротивление разрушающему действию абразивных частиц наиболее полно проявляется в способности остаточного аустенита под воздействием абразивных зерен к превращению в мартенсит деформации, что приводит к существенному упрочнению металла. Для сталей, работающих в динамическом режиме нагружения рекомендуемое количество остаточного аустенита составляет 12…13 %.
Условия работы |
Примеры деталей |
Оптимальные типы сплавов |
Абразивный износ без ударов |
Поводки текстильных и обмоточных машин, лопатки тягодутьевых машин, стволы пескометов, мукомольные вальцы |
28, 29, 30, 64, 9 |
Абразивный износ, слабые удары |
Била углеразмольных мельниц, шнеки кирпичных прессов, формы для прессования огнеупоров и кирпича, лемехе плугов в песчаных почвах, детали грязевых насосов |
27, 9, 28, 64 |
Абразивный износ, умеренные удары |
Опорные катки гусеничных машин, ножи тряпкорубок, рабочие органы почвообрабатывающих машин, шарошки буровых долот |
19, 21, 23, 24, 27 |
Абразивный износ, сильные удары |
Била молотковых дробилок, долота ударного бурения, броня шаровых мельниц, черпаки драг |
8, 26, 19 |
Очень сильные удары, абразивный износ |
Щеки дробилок, зубья ковшей экскаваторов, черпаки драг |
10, 11 |
Ударно – абразивное изнашивание можно рассматривать как процесс превращения механической энергии, сообщаемой абразивами поверхностному слою металла, в энергию образования новых поверхностей раздела, представляющий собственно акт разрушения металла. Увеличение способности сплава аккумулировать энергию без разрушения должно приводить к повышению его сопротивляемости изнашиванию. Чем больше энергии абразива расходуется на упругую и пластическую деформацию поверхностного слоя детали, тем меньшая часть ее остается на разрушение метала и тем должна быть выше его износостойкость.
Проведенными исследованиями установлено, что износостойкость наплавленного металла в условиях ударно – абразивного изнашивания определяется твердостью упрочняющей фазы и количеством метастабильного аустенита, способного к превращениям в мартенсит под влиянием внешней нагрузки. Там же указывается, что наиболее предпочтительной системой легирования металла для данных условий изнашивания является система Fe- C -Cr -B. Влияние хрома на износостойкость более эффективно в том случае, когда он связан в бориды.
Выбор сплава определяется возможностями наплавки определенных изделий, их стоимостью, а также характером нагрузки, особенно при совместном абразивном изнашивании и ударами.
В табл.2.5 приведены оптимальные типы сплавов в зависимости от условий работы деталей.
Чем сильнее удары, тем большую долю структуры должен составлять аустенит. При максимальной ударной нагрузке используются аустенитно высокомарганцовистые стали.
В табл.2.5 приведены оптимальные типы сплавов в зависимости от условий работы деталей