

7. Расчет параметров наплавленного металла и режима наплавки-?
8. Технологическая характеристика наплавочного оборудования
Ручная дуговая наплавка является наиболее универсальным способом наплавки. Для наплавки металлическими электродами используется такое же оборудование как и при ручной дуговой сварке.

Рисунок 1.- аппарат для ручной дуговой сварки и наплавки Stick 350 cel pws
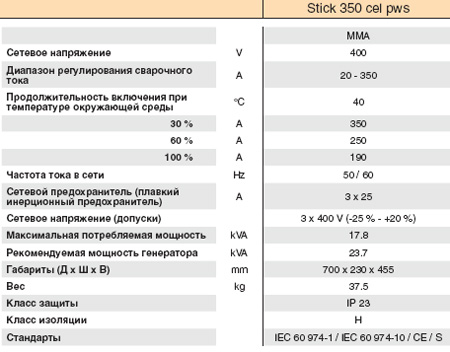
Характеристики аппарата Stick 350 cel pws
Мобильный, универсальный, мощный. Профессиональный аппарат MMA для сварки и наплавки.
Сварочный инверторный аппарат, постоянный ток до 350 А;
Переключение полюсов на аппарате или с помощью дистанционного регулятора
Ручная сварка ММА стержневыми электродами
Целлюлозные электроды -100% надёжность сварки вертикальных швов сверху вниз
Аргонодуговая сварка TIG Liftarc (контактный поджиг дуги);
Arcforcing – форсаж дуги;
Hotstart – уверенное зажигание электрода;
Antistick – предотвращение "прилипания" электрода;
Переносной на плечевом ремне, 37,5 кг.
Область применения
Ремонт и сварка машин, оборудования, строительной и сельскохозяйственной техники, вагонов, судов, котлов, емкостей, трубопроводов, элементов литья и т.д.
Покрытые электроды (рутиловые, основные, целлюлозные)
Низкоуглеродистая, низколегированная и высоколегированная сталь, никелевые и медные сплавы
Особенности
Полностью оптимизированы для использования в суровых условиях строительной площадки благодаря прочной конструкции корпуса и надежной эксплуатации от длинных сетевых кабелей и от генератора
100 % Качество вертикальных швов при сварке целлюлозными электродами, особенно в нижнем диапазоне мощности
CEL PWS - быстрая смена полярности благодаря переключению полюсов на инверторе или через устройство дистанционного управления непосредственно на рабочем месте
Надежный многократный поджиг дуги – электронное управление в соответствии с типом применяемого электродного покрытия, высокое напряжение холостого хода, а также плавная регулировка тока и времени горячего старта
Безопасность и надежность в работе - встроенные термореле для защиты от перегрузок.
Размещение электроники в отсеке, защищенном от пыли, и прочный металлический корпус.
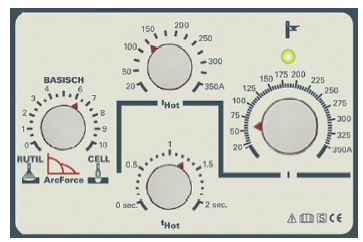
Интуитивно понятная панель управления
Практичная организация управления - прямой доступ ко всем сварочным параметрам
Серийный порт для подключения устройства дистанционного управления для настройки сварочного тока непосредственно на рабочем месте.
Технические характеристики:
9.Технологический процесс
Разработка рационального технологического процесса восстановления деталей оборудования с применением наплавки является сложной задачей. Для одной и той же детали можно разработать несколько вариантов технологи, обеспечивающих восстановление формы и размеров изношенной детали при сохранении и повышении начальных эксплуатационных характеристик.
Технологический процесс восстановления изношенных деталей методами наплавки включает следующие основные операции: подготовку деталей к наплавке; наплавку; термическую и механическую обработку, контроль качества