

1. Алгоритм ответа на вопрос:
точность размеров - точность поверхностей наружного и внутреннего контура;
- точность межосевых расстояний (при наличии);
- точность расстояний от осей отверстий до плоскостей;
точность формы;
точность взаимного расположения поверхностей;
качество поверхностного слоя и твердость.
Для качественной оценки технологичности следует проанализировать чертеж детали, например, с точки зрения:
степени унификации геометрических элементов (диаметров, длин, резьбы, модулей, радиусов перехода и т.п.)
наличия удобных базирующих поверхностей, обеспечивающих возможность совмещения и постоянства баз;
возможности свободного подвода и вывода режущего инструмента при обработке;
удобства контроля точностных параметров детали;
возможности уменьшения протяженности точных обрабатываемых поверхностей;
соответствия формы дна отверстия форме конца стандартного инструмента (сверла, зенкера и т.д.).
2. Составим размерную
цепь:
![]() .
Откуда
.
Откуда
![]() мм.
мм.
![]() мм.
мм. ![]() ,
,
![]() .
.
Для выполнения
размера
![]() на технологический размер A2=201
необходимо установить допуск TA2=0,92
мм с верхним предельным отклонением
ES=+0,52 мм и нижним предельным
отклонением EI= -0,4 мм.
на технологический размер A2=201
необходимо установить допуск TA2=0,92
мм с верхним предельным отклонением
ES=+0,52 мм и нижним предельным
отклонением EI= -0,4 мм.
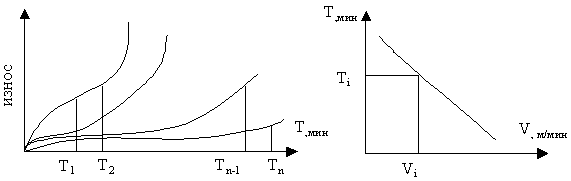
3. Зависимость периода стойкости инструмента от скорости резания:
![]() ,
,
где Т – период стойкости инструмента, мин; С – коэффициент пропорциональности, учитывающий обрабатываемый и инструментальный материалы, геометрические параметры инструмента и другие факторы; V – скорость резания, м/мин.
Установление такой зависимости для конкретных условий резания осуществляется в следующей последовательности: для нескольких принятых значений скорости резания Vi осуществляем затупление инструмента до установленного критерия затупления. Величина износа, например, по задней поверхности, фиксируется через заранее установленные промежутки времени i.
По результатам экспериментов строятся кривые износа и определяются периоды стойкости инструмента Ti для всех значений скорости резания (рис.1).
Затем по этим данным строится график зависимости периода стойкости Т от стойкости резания V (рис.2). При равных модулях шкал MT и MV.
Численное значение коэффициента пропорциональности определяется расчетным путем по известным Ti и Z:
![]()
В качестве расчетного значения принимаем среднее значение Ci:
Итак, по результатам экспериментов установлена зависимость периода стойкости от скорости резания для конкретных условий:
EMBED
PBrush
![]() ;
;
![]() ,
,
![]() ,
,
 .
.
5. Силу зажима Q определяем из условия непроворачивания заготовки. Повороту заготовки в кулачках препятствует момент трения от силы Q, равный произведению силы трения Fтр на плечо r. Сила трения определяется произведением нормального давления (сила Q) на коэффициент трения f. Тогда Fтр=Q·Dз/2 и уравнение равновесия будет иметь вид: 3Q ·f· Dз/2 = k·Mрез.
Схема сил, действующих на заготовку
Откуда
![]() Н.
Н.
6. Рентабельность производства – доходность, прибыльность; измеряется отношением суммы полученной прибыли к стоимости основных производственных фондов и оборотных средств, свидетельствует об отдаче вложенного в производство рубля и об общей экономической эффективности использования выделенных ресурсов.
Если применяют показатель «нормативная чистая продукция», рентабельность определяют как отношение суммы прибыли к себестоимости, из которой вычтены материальные затраты:
![]() .
.
где Сприб. - сумма полученной прибыли от реализации объекта производства, руб.; С – себестоимость годового выпуска продукции, руб.; СМ – затраты на основные материалы за вычетом возвратных отходов, руб.
Специальность 151001 – «Технология машиностроения»
Специализация 151001.65 - Общая технология производства авиационно-космической техники
Эталонные ответы к комплексному контрольному заданию № 11