

1. Алгоритм ответа на вопрос:
точность размеров: - точность поверхностей наружного и внутреннего контура;
- точность межосевых расстояний (при наличии);
- точность расстояний от осей отверстий до плоскостей;
точность формы;
точность взаимного расположения поверхностей;
качество поверхностного слоя и твердость.
Для качественной оценки технологичности следует проанализировать чертеж детали, например, с точки зрения:
степени унификации геометрических элементов (диаметров, длин, резьбы, модулей, радиусов перехода и т.п.)
наличия удобных базирующих поверхностей, обеспечивающих возможность совмещения и постоянства баз;
возможности свободного подвода и вывода режущего инструмента при обработке;
удобства контроля точностных параметров детали;
возможности уменьшения протяженности точных обрабатываемых поверхностей;
соответствия формы дна отверстия форме конца стандартного инструмента (сверла и т.д.)
2. Среднее значение контролируемого параметра определяется как:
![]() =20,209
мм.
=20,209
мм.
Номер детали в выборке |
Номер выборки |
Номер детали в выборке |
Номер выборки |
||||||
1 |
2 |
3 |
4 |
1 |
2 |
3 |
4 |
||
1 |
20,25 |
20,18 |
20,19 |
20,13 |
4 |
20,12 |
20,20 |
20,28 |
20,21 |
2 |
20,28 |
20,22 |
20,20 |
20,17 |
5 |
20,14 |
20,25 |
20,25 |
20,20 |
3 |
20,26 |
20,14 |
20,22 |
20,29 |
|
20,21 |
20,198 |
20,228 |
20,20 |
Среднее квадратичное отклонение контролируемого параметра определяется как:
![]() мм,
мм,
Di гр. – средний размер в размерной группе, мм; Dср. – среднеарифметический размер партии деталей, мм; mi – количество деталей в размерной группе, шт.; ∑mi – количество деталей в контрольной партии, шт.; σ – среднеквадратичное отклонение, мм.
3. Глубина шпоночного паза при протягивании плоской шпоночной протяжкой с числом рабочих зубьев протяжки ZP =20 и подаче на зуб SZ = 0,2 мм/зуб. будет равна 4 мм:
t = SZ · ZP = 0,2 · 20 = 4 мм.
4. Заготовка установлена на кольцевой опоре и закреплена с помощью штока под действием силы W. Момент сверления Мсв. стремится повернуть заготовку вокруг оси сверла, а осевая сила Ро увеличивает силу зажима, в результате чего заготовка прижимается к опоре. Момент трения, создаваемый силой W, препятствует повороту заготовки. Потребная сила зажима определяется из выражения: Мтр. = k · Мрез. или (W+ Ро) · f · r1 = k ·(Мкр. d) · r.
Здесь W и Ро – соответственно силы зажима и подачи, Н; f – коэффициент трения; r1 – плечо, на которое приложена сила трения, мм. В упрощенном виде r1 = (D+D1)/4 (см. рис.); k = коэффициент запаса; Мкр – момент сверления, н · мм; r – радиус, на котором расположены отверстия, мм; d – диаметр сверла, мм. Откуда сила зажима заготовки будет равна:
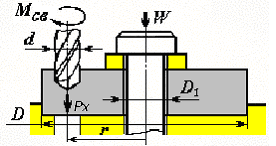
Схема сил, действующих на заготовку при сверлении
![]() .
.
Неизвестные значения Ро и Мкр определим по формулам теории резания:
Мкр.= 10СМ · dq · Sy · KP;
Ро = 10СР · dq · Sy · KP.
5. В соответствии с международной классификацией по уровню технических возможностей все УЧПУ делятся на следующие основные классы: NC, SNC, CNC, DNC, HNC и VNC.
Системы класса NC - УЧПУ с постоянной (жесткой) структурой и с покадровым чтением перфоленты на протяжении цикла обработки каждой заготовки.
Системы класса SNC сохраняют все свойства системы класса NC, но отличаются от них увеличенным объёмом памяти для УП, что позволяет считывать все кадры УП и размещать информацию в запоминающем устройстве большой ёмкости.
Системы класса CNC характеризуются наличием встроенных микро- и мини-ЭВМ, поэтому структура УЧПУ может быть гибкой.
Устройства типа DNC являются устройствами децентрализованного управления группой оборудования от ЭВМ. Системы подобного класса являются основой создания ГПС.
Оперативные УЧПУ класса НNC построены на базе УЧПУ класса CNC и позволяют ручной ввод программы в электронную память ЭВМ УЧПУ непосредственно прямо с пульта. Имеют входное устройство для подключения переносных ФСУ и других внешних устройств.
Системы класса VNC позволяют вводить информацию непосредственно голосом. Принятая информация преобразуется в УП и затем в виде графики и текста отображается на дисплее.
Нейро - фази ЧПУ - генераторы NF – система управления с искусственным интеллектом на основе компьютерной нейронной сети.
6. Общецеховые расходы учитывают следующие статьи затрат:
- расходы на заработную плату:
а) инженерно-технических работников; б) служащих; в) младшего обслуживающего персонала; г) вспомогательных рабочих.
- расходы на социальное страхование по заработной плате (согласно статьям а…г);
- расходы на содержание зданий, сооружений и инвентаря.
- расходы на текущий ремонт зданий, сооружений и инвентаря.
- расходы на амортизацию зданий, сооружений и инвентаря.
- расходы на опыты и исследования по рационализации и изобретательству.
- расходы на охрану труда.
- прочие общецеховые расходы.
специальность 151001 – «Технология машиностроения»
Специализация 151001.65 - Общая технология производства авиационно-космической техники
Эталонные ответы к комплексному контрольному заданию № 25