

1. Алгоритм ответа на вопрос:
точность размеров - точность поверхностей наружного и внутреннего контура;
- точность межосевых расстояний (при наличии);
- точность расстояний от осей отверстий до плоскостей;
точность формы;
точность взаимного расположения поверхностей;
качество поверхностного слоя и твердость.
Для качественной оценки технологичности следует проанализировать чертеж детали, например, с точки зрения:
степени унификации геометрических элементов (диаметров, длин, резьбы, модулей, радиусов перехода и т.п.)
наличия удобных базирующих поверхностей, обеспечивающих возможность совмещения и постоянства баз;
возможности свободного подвода и вывода режущего инструмента при обработке;
удобства контроля точностных параметров детали;
возможности уменьшения протяженности точных обрабатываемых поверхностей;
соответствия формы дна отверстия форме конца стандартного инструмента (сверла, зенкера и т.д.).
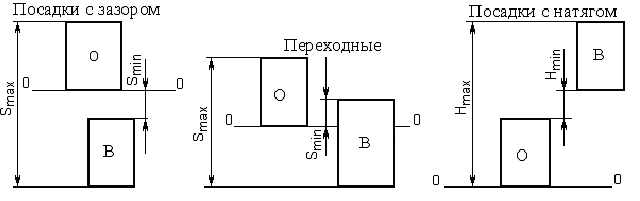
2.
Работа без брака:
![]() мм;
мм;
![]() мм.
мм.
Поле
рассеяния
![]() .
.
![]() мм,
мм,
![]() мм.
мм.
Брак по верхней границе допуска .
![]()
Ф(1,3)=0,4032
![]() .
.
Для исключения появления брака по обоим границам необходимо сдвинуть настроечный размер в сторону уменьшения на величину 6,5 мкм.
3. Номинальная площадь среза SN = 2 мм2; действительная SД = 1,9376 мм2.
4.
Погрешность базирования εб при
обработке шпоночного паза в размер в
с установкой в призму будет зависеть
от допуска на диметр заготовки (поверхность
![]() -0,18)
и угла призмы. Для ее определения следует
использовать зависимость:
-0,18)
и угла призмы. Для ее определения следует
использовать зависимость:
![]() 37,3
мкм.
37,3
мкм.
5. EMBED PBrush
6. Коэффициент фондоотдачи ηф характеризуется объёмом выпуска продукции (Qц) в ценностном выражении, приходящимся на 1 у.е. основных фондов (Ф):
ηф = Qц / Ф,
где Qц = Црасч.· N – годовой объём выпуска продукции в ценностном выражении, руб.;
Ф = ФЗД + ФОБ + ФИНС. + ФИН. - основные фонды, руб.
Специальность 151001 – «Технология машиностроения»
Специализация 151001.65 - Общая технология производства авиационно-космической техники
Эталонные ответы к комплексному контрольному заданию № 5
1. Алгоритм ответа на вопрос:
точность размеров - точность поверхностей наружного и внутреннего контура;
- точность межосевых расстояний (при наличии);
- точность расстояний от осей отверстий до плоскостей;
точность формы;
точность взаимного расположения поверхностей;
качество поверхностного слоя и твердость.
Для качественной оценки технологичности следует проанализировать чертеж детали, например, с точки зрения:
степени унификации геометрических элементов (диаметров, длин, резьбы, модулей, радиусов перехода и т.п.)
наличия удобных базирующих поверхностей, обеспечивающих возможность совмещения и постоянства баз;
возможности свободного подвода и вывода режущего инструмента при обработке;
удобства контроля точностных параметров детали;
возможности уменьшения протяженности точных обрабатываемых поверхностей;
соответствия формы дна отверстия форме конца стандартного инструмента (сверла, зенкера и т.д.).
2. Размерная цепь А – это четырехзвенная линейная размерная цепь, у которой звено А1 является увеличивающим звеном, звенья А2 и А3 являются уменьшающими и А - замыкающее звено.
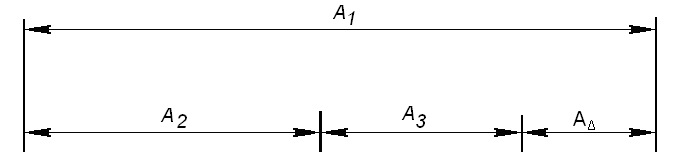
Для нахождения номинального размера звена А воспользуемся зависимостью:
А2 + А3 - А1 + А =0.
Откуда А= А1 – (А2 + А3) = 55 – 24 - 25 = 6 мм.
Допуски ТАi составляющих звеньев равны:
![]() .
.
Известно, что допуск замыкающего звена равен сумме допусков составляющих звеньев размерной цепи, т.е.
![]() =
600
+ 200
+ 400
= 1200
мм.
=
600
+ 200
+ 400
= 1200
мм.
Воспользовавшись рекомендациями /1/, определим верхнее S и нижнее I отклонения замыкающего звена:
S=SА1 –(ТА2+ТА3)=0 - (-0,10 - 0,20)=+ 0,30 мм;
I=IА1 –(SА2+SА3)= - 0,6-(0,10 + 0,200)= - 0,90 мм.
Следовательно, размер А = 6(-0,9+0,3).
3. Основное время Т0 = L · i/n · S. Тогда Т01 = 0,4 мин., а Т02 = 0,18 мин
4. Преобразуем приведенную зависимость относительно движения подачи и подставив численные значения входящих величин получаем следующее значение подачи:
 0,11
мм/об.
0,11
мм/об.
5. Гибкая производственная система (ГПС) – совокупность или отдельная единица технологического оборудования и системы обеспечения его функционирования в автоматическом режиме, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений их характеристик.
ГПС по организационной структуре подразделяются на следующие уровни:
первый уровень – гибкий производственный модуль (ГПМ);
второй уровень – гибкая автоматизированная линия (ГАЛ) и гибкий автоматизированный участок (ГАУ);
третий уровень – гибкий автоматизированный цех (ГАЦ);
четвертый уровень - гибкий автоматизированный завод (ГАЗ).
По степени автоматизации ГПС подразделяются на следующие ступени:
первая ступень – гибкий производственный комплекс;
вторая ступень – гибкое автоматизированное производство.
6. Экономическая эффективность –соотношение между получаемыми результатами производства: продукцией и материальными услугами, с одной стороны, и затратами труда и средств производства - с другой. Различают народнохозяйственную и хозрасчетную эффективность, которые в свою очередь классифицируются на абсолютную (общую) и сравнительную.
Абсолютная экономическая эффективность – отношение разности между оптовой ценой Ц предприятия и себестоимостью С продукции к капитальным вложениям К, вызвавшим эту экономию: Эа = (Ц – С)/К. Принимается вариант с Эа max.
Сравнительная экономическая эффективность представляет собой разность между сравниваемыми общими величинами экономического эффекта, исчисляемыми при различных вариантах – разрабатываемых и базовых:
Эг = (Зб - Зн)·N,
где Зб – приведенные затраты в базовом варианте ТП, руб.; Зн - приведенные затраты в проектируемом варианте ТП, руб.; N – объём выпуска изделий.
Приведенные затраты З = СТ + ЕНКУ. СТ =(ЗОП + Сэкс)Tшт(шт.-к.)/60 – технологическая себестоимость по базовому и проектируемому вариантам; ЕН = 0,15 – нормативный коэффициент эффективности капитальных вложений; КУ = Ф/N – удельные капитальные вложения по базовому или проектируемому варианту, руб./шт.
Специальность 151001 – «Технология машиностроения»
Специализация 151001.65 - Общая технология производства авиационно-космической техники
Эталонные ответы к комплексному контрольному заданию № 6