

1. Алгоритм ответа на вопрос:
точность размеров: - точность поверхностей наружного и внутреннего контура;
- точность межосевых расстояний (при наличии);
- точность расстояний от осей отверстий до плоскостей;
точность формы;
точность взаимного расположения поверхностей;
качество поверхностного слоя и твердость.
Для качественной оценки технологичности следует проанализировать чертеж детали, например, с точки зрения:
степени унификации геометрических элементов (диаметров, длин, резьбы, модулей, радиусов перехода и т.п.)
наличия удобных базирующих поверхностей, обеспечивающих возможность совмещения и постоянства баз;
возможности свободного подвода и вывода режущего инструмента при обработке;
удобства контроля точностных параметров детали;
возможности уменьшения протяженности точных обрабатываемых поверхностей;
соответствия формы дна отверстия форме конца стандартного инструмента (сверла, зенкера и т.д.)
2. Так как известны еs = 0, еi = - 190 мкм, то поле рассеяния погрешности обработки определяется по выражению:
![]() мкм.
мкм.
![]() мкм;
мкм;
![]() мкм.
мкм.
Для устранения неисправимого брака величина подналадки будет определяться как:
ε = ei – Δdmin = -190-(-204) = + 14 мкм.
3. Элементами режимов резания при фрезеровании являются ширина фрезерования В, глубина резания t, подача Sz, S, SM, скорость резания V (частота вращения фрезы n).
Порядок определения режимов резания:
- в зависимости от размеров обрабатываемой поверхности и фрезы выбирается ширина фрезерования В, мм;
- назначается глубина резания t, мм;
- при черновой
обработке в зависимости от прочности
зубьев назначается подача Sz,
мм/зуб. Подача на один оборот
![]() ,
где Z – число зубьев. При
чистовой обработке в зависимости от
заданной шероховатости обработанной
поверхности назначается подача S,
мм/об;
,
где Z – число зубьев. При
чистовой обработке в зависимости от
заданной шероховатости обработанной
поверхности назначается подача S,
мм/об;
- определяется скорость резания – окружная скорость фрезы V, м/мин.:
 ;
;
- определяется
частота вращения -
![]() и выбирается ближайшая по паспорту;
и выбирается ближайшая по паспорту;
- определяется
минутная подача
![]() и принимается ближайшая по паспорту;
и принимается ближайшая по паспорту;
- вычисляется мощность, затрачиваемая на резание. Если мощность станка меньше требуемой, то производят корректировку скорости резания, глубины фрезерования или величины подачи.
Основное время То при фрезеровании определяется с учётом длины обработки L и минутной подачи Sм: То = L/Sм = L/ Sz · z · n.
4. При сверлении осевого отверстия в заготовке момент сверления Мсв. поворачивает заготовку вокруг оси сверла и приподнимает её в призме. Сила W приложена к прихвату. Без учета силы подачи силу зажима определяют по формуле:
![]() Н.
Н.
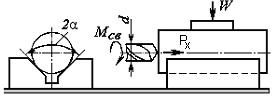
Схема действия сил при сверлении отверстия
Здесь Mсв. – момент сверления, Н · м; Dcв – диаметр сверла, мм; f1 и f2 – коэффициенты трения соответственно между прихватом и заготовкой, между заготовкой и опорными поверхностями призмы, α – угол призмы, градус; k - коэффициент запаса.
Проверку на отсутствие осевого смещения заготовки при действии осевой силы Ро = Рх выполняют по формуле:
![]() Н.
Н.
Следовательно, для расчета зажимного механизма следует использовать большее значение силы зажима Wmax = W1, которая возникает от действия силы подачи Ро = Рх.
5. Гибкая производственная система (ГПС) – совокупность или отдельная единица технологического оборудования и системы обеспечения его функционирования в автоматическом режиме, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений их характеристик.
ГПС по организационной структуре подразделяются на следующие уровни:
первый уровень – гибкий производственный модуль (ГПМ);
второй уровень – гибкая автоматизированная линия (ГАЛ) и гибкий автоматизированный участок (ГАУ);
третий уровень – гибкий автоматизированный цех (ГАЦ);
четвертый уровень - гибкий автоматизированный завод (ГАЗ).
По степени автоматизации ГПС подразделяются на следующие ступени:
первая ступень – гибкий производственный комплекс;
вторая ступень – гибкое автоматизированное производство.
В системы, обеспечивающие функционирование гибкого производства, входят: автоматизированная система научных исследований (АСНИ); система автоматизированного проектирования (САПР); автоматизированная система технологической подготовки производства (АСТПП); автоматизированная система управления предприятием (АСУП); автоматизированная транспортно-складская система (АТСС); автоматизированная система инструментального обеспечения (АСИО); автоматизированная система удаления отходов (АСУО); автоматизированная система контроля качества (АСКК) и др.
6. Уровень производительности труда характеризуется годовой выработкой продукции W на одного работающего(промышленно-производственного персонала). Если на предприятии будет производиться один вид продукции, выработка измеряется как в натуральном выражении, так и в денежном выражении; несколько видов – лишь в денежном выражении. Годовая выработка продукции на одного работающего в натуральном выражении определяется:
W = N/R, а в денежном Wц = Qц/R,
где N – годовой объём выпуска продукции в натуральном выражении, шт.; Qц – объём годового выпуска изделий в денежном выражении, руб.; R – количество работающего промышленно-производственного персонала, чел.
специальность 151001 – «Технология машиностроения»
Специализация 151001.65 - Общая технология производства авиационно-космической техники
Эталонные ответы к комплексному контрольному заданию № 30