

1. Алгоритм ответа на вопрос:
точность размеров: - точность поверхностей наружного и внутреннего контура;
- точность межосевых расстояний (при наличии);
- точность расстояний от осей отверстий до плоскостей;
точность формы;
точность взаимного расположения поверхностей;
качество поверхностного слоя и твердость.
Для качественной оценки технологичности следует проанализировать чертеж детали, например, с точки зрения:
степени унификации геометрических элементов (диаметров, длин, резьбы, модулей, радиусов перехода и т.п.)
наличия удобных базирующих поверхностей, обеспечивающих возможность совмещения и постоянства баз;
возможности свободного подвода и вывода режущего инструмента при обработке;
удобства контроля точностных параметров детали;
возможности уменьшения протяженности точных обрабатываемых поверхностей;
соответствия формы дна отверстия форме конца стандартного инструмента (сверла, зенкера и т.д.)
2. Известно, что прогиб балки, защемленной одним концом рассчитывается:
![]() ,
тогда
,
тогда
![]()
и
балки на двух опорах
![]()
![]()
где
Py
– нормальная составляющая силы резания,
H; у – прогиб балки в
сечении, где приложена сила; x
– координата обработки, отсчитываемая
от начала обработки (от правого конца
вала), мм; l – длина
вала, мм; E – модуль
упругости,
![]() ;
;
J – момент инерция сечения вала, мм4.
3. Основными факторами, влияющими на скорость резания при сверлении, являются: механические свойства обрабатываемого материала, диаметр сверла, стойкость режущей части сверла и подача.
Скорость резания при сверлении определяется по формуле:
![]() (м/мин).
(м/мин).
4. При сверлении радиальных отверстий в заготовке момент сверления Мсв. поворачивает заготовку вокруг оси сверла и приподнимает её в призме. Сила W приложена к прихвату. Без учета силы подачи силу зажима определяют по формуле:
![]() Н.
Н.
Здесь Mсв. –момент сверления, Н · м; dcв – диаметр сверла, мм; f1 и f2 – коэффициенты трения соответственно между прихватом и заготовкой, между заготовкой и опорными поверхностями призмы, α – угол призмы, градус; k - коэффициент запаса.
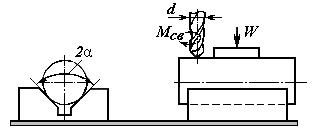
Схема действия сил при сверлении отверстия
5. Приведенные затраты на выпуск продукции определяются как:
![]() .
.
Тогда по: первому варианту – П1 = 0,2 · 10000 + 12000 = 14000 млн. руб.;
второму варианту – П2 = 0,2 · 11000 + 11500 = 13700 млн. руб.;
третьему варианту – П3 = 0,2 · 14000 + 14000 = 16800 млн. руб.
Откуда следует, что наиболее эффективным будет второй вариант с П=13799 млн. руб.
6. Размер необходимых оборотных средств определяется их нормативом Z и включает следующие элементы оборотных фондов и фондов обращения в денежном выражении: запас основных материалов и полуфабрикатов на складе Zо.м.; запас вспомогательных материалов на складе Zв.м.; запас малоценного и быстроизнашивающегося инструмента и приспособлений в эксплуатации и на складе Zинс.; задел незавершённого производства Zн.ц.; остаток готовой продукции на складе Zг.п.:
Z = Zо.м. + Zв.м. + Zинс. + Zн.ц. + Zг.п..
специальность 151001 – «Технология машиностроения»
Специализация 151001.65 - Общая технология производства авиационно-космической техники
Эталонные ответы к комплексному контрольному заданию № 28