

1. Алгоритм ответа на вопрос:
точность размеров: - точность поверхностей наружного и внутреннего контура;
- точность межосевых расстояний (при наличии);
- точность расстояний от осей отверстий до плоскостей;
точность формы;
точность взаимного расположения поверхностей;
качество поверхностного слоя и твердость.
Для качественной оценки технологичности следует проанализировать чертеж детали, например, с точки зрения:
степени унификации геометрических элементов (диаметров, длин, резьбы, модулей, радиусов перехода и т.п.)
наличия удобных базирующих поверхностей, обеспечивающих возможность совмещения и постоянства баз;
возможности свободного подвода и вывода режущего инструмента при обработке;
удобства контроля точностных параметров детали;
возможности уменьшения протяженности точных обрабатываемых поверхностей;
соответствия формы дна отверстия форме конца стандартного инструмента (сверла, зенкера и т.д.)
2. Для заданной сборки приведена размерная цепь при минимальном значении замыкающего звена АΔmin:
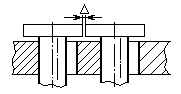
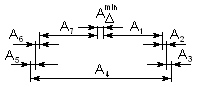
Увеличивающим звеном размерной цепи для определения АΔmin является размер А4. Все остальные звенья являются уменьшающими. Уравнение для определения минимального зазора в соединении:
АΔmin = А1 + А2 + А3 - А4 + А5 + А6 + А7.
Увеличивающими звеньями размерной цепи для определения АΔmax являются размеры А1 и А7 (на рис. цепь не приведена). Все остальные звенья являются уменьшающими. Уравнение для определения максимального зазора в соединении:
АΔmax = А1 - А2 - А3 - А4 - А5 - А6 + А7;
3. а –170 валов; б – 242 вала; в – 340 валов.
4. Для сверления 8 отверстий Ø8Н8 по кондуктору следует использовать быстросменные кондукторные втулки и инструмент для ступенчатой обработки: сверло Ø7,0 мм, зенкер Ø7,8 мм и развертку Ø8Н8.
Кондукторные втулки с диаметром отверстий до 9 мм изготавливают из стали 9ХС или У10А, Ø9 <d<Ø25 мм - У10А, У12А и закаливают до твердости 62…65 HRC.
Расстояние от нижнего торца втулки до поверхности заготовки при обработке конструкционной углеродистой стали 40 (σВ=750 МПа) выбирают равным е = (0,5 ÷ 1)d диаметра отверстия. Для заданных условий е = 4 ÷ 8 мм.
5. Системы автоматизированного программирования (САП) различны по назначению, области применения, уровню автоматизации, форме записи исходной информации, параметрам используемых ЭВМ и режимов их работы при подготовке управляющих программ (УП).
Их можно классифицировать по разным признакам:
- по наличию в системе средств и возможностей автоматизации подготовки ТП: с автоматизацией разработки технологии и без автоматизации разработки технологии;
- по назначению: специальные, универсальные и комплексные;
- по области применения: для обработки поверхностей, параллельных координатным плоскостям; 2,5 3 или 5 –координатные для фрезерной обработки, для обработки на электроэрозионных станках и газорезательных машинах; для обработки контуров и поверхностей на многокоординатных фрезерных станках; для обработки тел вращения со ступенчатым и криволинейным профилями на токарных станках; для обработки отверстий на сверлильных станках с позиционным управлением; для комплексной обработки корпусных деталей на сверлильно-расточных станках и многоцелевых станках;
- по уровню автоматизации: САП низкого, среднего и высокого уровней;
- по форме записи исходной информации: с табличным входом, языковые и с электронным вводом всей информации.
6. Срок окупаемости капитальных вложений – период, в течение которого капитальные вложения соизмеряются с экономией от внедрения.
Для определения срока окупаемости капитальных вложений используют следующую функциональную зависимость:
Т0к = Ф/Сприб.
Ф – сумма капитальных вложений в основные фонды, руб.; Сприб. – планируемая прибыль от реализации годового объёма выпуска продукции производства, руб.
специальность 151001 – «Технология машиностроения»
Специализация 151001.65 - Общая технология производства авиационно-космической техники
Эталонные ответы к комплексному контрольному заданию № 24