

1. Алгоритм ответа на вопрос:
точность размеров: - точность поверхностей наружного и внутреннего контура;
- точность межосевых расстояний (при наличии);
- точность расстояний от осей отверстий до плоскостей;
точность формы;
точность взаимного расположения поверхностей;
качество поверхностного слоя и твердость.
Для качественной оценки технологичности следует проанализировать чертеж детали, например, с точки зрения:
степени унификации геометрических элементов (диаметров, длин, резьбы, модулей, радиусов перехода и т.п.)
наличия удобных базирующих поверхностей, обеспечивающих возможность совмещения и постоянства баз;
возможности свободного подвода и вывода режущего инструмента при обработке;
удобства контроля точностных параметров детали;
возможности уменьшения протяженности точных обрабатываемых поверхностей;
соответствия формы дна отверстия форме конца стандартного инструмента (сверла, зенкера и т.д.)
2. Размерная цепь А – это четырехзвенная линейная размерная цепь, у которой звено А1 являются увеличивающим звеном, звенья А2 и А3 являются уменьшающими и А - замыкающее звено.
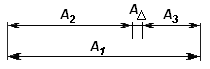
Для нахождения номинального размера звена А2 воспользуемся зависимостью:
А2 - А1 + А3 + А =0
Откуда А= А1 – (А2 + А3) = 145 – (100 + 40) = 5мм
Допуски ТАi составляющих звеньев равны:
![]()
Размер А3 является свободным, следовательно, допуск на данный размер можно принять по 12-14 квалитету точности. Принимаем 14 квалитет точности, т.е. А3= 5Н14(0+0,62).
Известно, что допуск замыкающего звена равен сумме допусков составляющих звеньев размерной цепи, т.е.
= 100 + 220 + 620 = 940 мкм.
Воспользовавшись рекомендациями /1/, определим верхнее S и нижнее I отклонения замыкающего звена
S=SА1 –(ТА2+ТА3)=0 - (-0,11-0,31)=+ 0,42 мм;
I=IА1 –(SА2+SА3)= - 0,100-(0,11+0,31)= - 0,52 мм.
Следовательно, размер А = 5(-0,52+0,42) мм.
3. Условно считая, что на державку действует изгибающий момент Мизг. только от силы РZ находим Мизг = РZ · l и приравняем его к максимальному моменту, допускаемому сечением державки М'изг. = σизг. · W (W – момент сопротивления державки W = a · b/6). Значение а определяется из уравнения равенства моментов: а(1,5а2) =6l · РZ/ σизг.. Подставляя данные входящих в уравнение параметров получаем а = 5,55 мм.
4. При автоматической сборке для нормального сопряжения валика и втулки условие собираемости выражается неравенством:
Δmin ≥ 0,5δн + 2е,
Δmin = domin – dв max – минимальный зазор между минимальным диаметром отверстия do min втулки максимальным диаметром сопрягаемого валика dв max, мкм; δн – допуск на наружный диаметр втулки, мкм; е –наибольший эксцентриситет между осями наружного и внутреннего диаметров втулки, мкм.
5. Механизмы холостых ходов автоматических линий предназначены для выполнения вспомогательных операций, связанных с межоперационными перемещениями изделий, накопления заделов, изменения ориентации изготавливаемого объекта производства, его закрепления, а также удаления отходов. К ним относятся транспортеры, накопители заделов, поворотные столы, механизмы ориентации, механизмы зажима и фиксации, механизмы возврата приспособлений - спутников, кантователи и механизмы удаления стружки.
6. Рентабельность производства - доходность, прибыльность. Уровень рентабельности Прент. характеризуется процентным отношением суммы прибыли к стоимости основных производственных фондов и нормируемых оборотных средств проектируемого объекта:
,
Сприб. - сумма полученной прибыли от реализации объекта производства, руб.; Ф – стоимость основных производственных фондов, руб.; Z – норматив оборотных средств, руб.
специальность 151001 – «Технология машиностроения»
Специализация 151001.65 - Общая технология производства авиационно-космической техники
Эталонные ответы к комплексному контрольному заданию № 18