

3.10. Електричні властивості металічних сплавів
Багато металів з однаковим типом кристалічної ґратки змішуються в будь-яких пропорціях і утворюють безперервні ряди твердих озчинів (рис. 3.20).
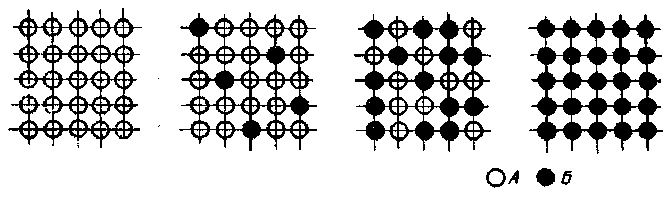
Рис. 3.20. Кристалічні ґратки твердих розчинів заміщення при необмеженій розчинності компонентів
Розміщення атомів різних металів у вузлах кристалічної ґратки спричиняє значні флуктуації періодичного потенціального поля кристала і сильне розсіювання електронів. Повний опір сплаву можна виразити у вигляді суми:
ρспл=ρТ+ρзал
де ρТ - опір, викликаний розсіюванням електронів тепловими коливаннями ґратки; ρзал - залишковий опір, зумовлений розсіюванням електронів на неоднорідностях сплаву.
В бінарних твердих розчинах А-Б залишковий опір зростає як при добавці атомів Б до металу А, так і при добавці атомів А до металу Б. Залишковий опір досягає максимального значення за рівного атомного вмісту кожного з компонентів.
3.11. Припої і флюси
*Припої - це чисті метали та спеціальні сплави, які застосовуються для створення механічно міцних швів за з'єднання металевих частин паянням.
Припої повині мати температуру плавлення, значно нижчу, ніж з'єднувані ними металеві частини. Припої поділяють на ►легкоплавкі та ► тугоплавкі.
Легкоплавкі (м'які) припої мають температуру плавлення нижче 427 °С. їх границя міцності на розтяг рівна 16 - 100 МПа. У процесі паяння розплавлений припій під дією капілярних сил заповнює зазор між відповідно пригнаними поверхнями з'єднуваних деталей. Якщо розплавлений припій утворює на поверхні металу суцільну плівку, то вважають, що він змочує поверхню. Змочування металу припоєм відбувається в тому випадку, коли сили притягання між атомами припою і атомами металу більші, ніж між атомами в самому припої. На поверхні розділу між припоєм і металом часто відбуваються інтерметалічні реакції. Отже, змочування за своєю природою частково являє собою хімічне явище. Дуже важлива властивість припою - його здатність розтікатися по поверхні металу і в рідкому стані проникати в вузькі зазори під дією капілярних сил. За надто великого зазору припій їх не здатен заповнити. У більшості випадків зазор може становити до 0,13 мм. Для отримання якісних паяних з'єднань його поверхні повинні бути чистими і вільними від оксидів. Старанне очищення поверхні основного металу перед паянням від бруду, жиру і оксидів сприяє отриманню міцних паяних з'єднань.
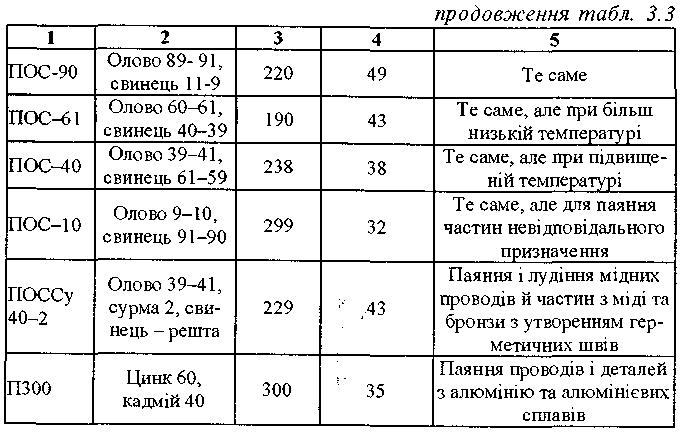
Найбільшу частину з усіх застосовуваних м'яких припоїв займають олов'янисто-свинцеві. Вони мають велику рідкотекучість і застосовуються для з'єднання більшості металів. За паяння цими припоями оптимальний розмір зазору складає від 0,08 до 0,13 мм, чим забезпечується досить висока міцність паяних швів. Олов'янисто-свинцеві припої мають задовільну корозійну стійкість в більшості середовищ. Деякі марки та характеристики м'яких припоїв наведено в табл. 3.3.
Таблиця 3.3 Легкоплавкі припої
Марка припою |
Склад припою, % маси |
Температура плав-лення,°С |
Руйнівне напруження за розтягу, МПа |
Галузь застосування |
1 |
2 |
3 |
4 |
5 |
— |
Олово чисте |
232 |
50 |
Паяння і лудіння міді, латуні та бронзи з утворенням корозійностійких швів |
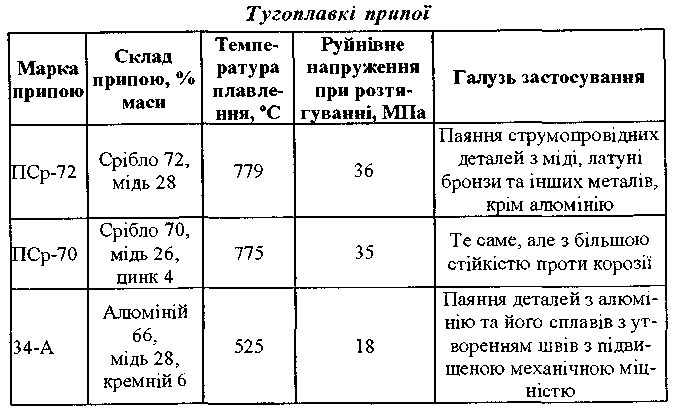
Тугоплавкі (тверді) припої. Температура плавлення вища 427 °С, границя міцності - 100-500 МПа. Найбільш поширеними твердими припоями є >мідно-цинкові (ПМЦ-54, ПМЦ-48 та ін.) і >мідно-срібні (ПСр) з різними добавками, а також >сплави алюмінію з міддю, цинком і кремнієм. Найчастіше застосовуються мідно-срібні припої, які характеризуються малим питомим електроопором і тому широко застосовуються для паяння струмопровідних елементів з чорних і кольорових металів.
У табл. 3.4 наведено основні марки і характеристики тугоплавких припоїв.
Для паяння алюмінієвих проводів та деталей з алюмінію і його сплавів застосовують припої на алюмінієвій основі з добавками міді, кремнію і олова. Отримані паяні шви характеризуються підвищеною механічною міцністю і стійкістю проти атмосферної корозії. Мідно-цинкові припої застосовують для паяння мідних, латунних, бронзових і сталевих деталей, але шви крихкі і нестійкі проти вібрацій та ударних навантажень.
Флюси для паяння бувають ►рідкі (водний розчин хлористого цинку, спиртовий розчин каніфолі та ін.), ►тверді порошкоподіб-
Таблиця 3.4
ні (бура, борна кислота, каніфоль тощо), які за нагріву сприяють або пришвидшують змочування металів припоями. Основне призначення флюсу видалення з поверхні оксидів та інших забруднень і захист від повторного окиснення поверхонь за нагріву. Флюс знижує поверхневий натяг розплавленого припою, покращує його текучість і зчеплення з металом. Він повинен легко витіснятися розплавленим припоєм з поверхні металу. Флюс наноситься на поверхні перед паянням і повинен мати наступні властивості:
► при температурі паяння бути рідким і ефективно видаляти оксиди та інші неметалічні матеріали;
► захищати попередньо зачищену поверхню від повторного окиснення;
► витіснятися припоєм;
► покращувати змочування поверхні металу припоєм.
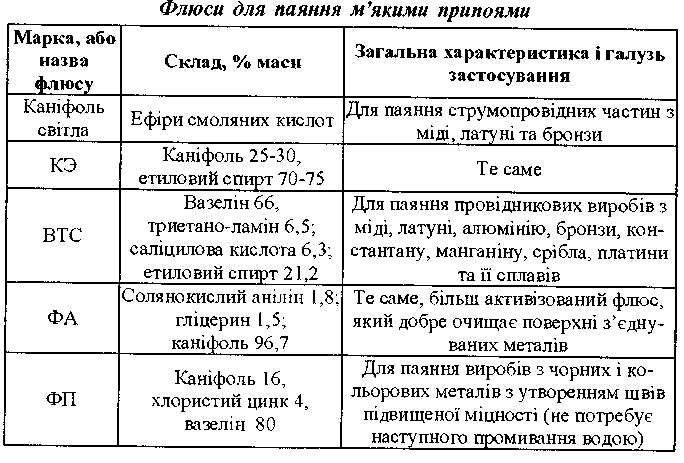
Склад і деякі властивості окремих флюсів наведено в табл. З.5.
Найбільш поширена думка, що під дією флюсу оксидні плівки металу і припою розчиняються або розпушуються та спливають на поверхню основної маси флюсу. Оскільки більшість оксидів є тугоплавкі, то в цьому випадку вважають, що флюс змочує, коагулює і переводить у завислий стан оксиди, розпушені під прони-
Таблиця 3.5
каючою і послаблюючою дією флюсу. Потім розплавлений флюс утворює на поверхні очищеного металу захисний шар, який запобігає повторному утворенню кисневих плівок.
Рідкий припій заміщує флюс і взаємодіє з основним металом. Шар припою поступово, та з припиненням нагріву твердне. Схематично механізм дії флюсу наведено на рис. 3.22.
Р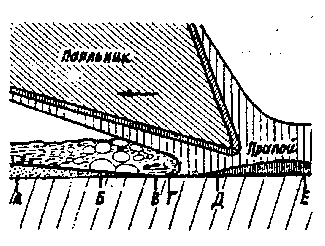 ис.
3.22. Механізм дії флюсу. А — флюс на
поверхні окисленого металу, Б - киплячий
флюс видаляє оксиди, В - основний
метал в контакті з розплавленим флюсом,
Г - заміщення розплавленого флюсу рідким
припоєм, Д -
взаємодія
припою з
основним
металом, Е - затверділий припой
ис.
3.22. Механізм дії флюсу. А — флюс на
поверхні окисленого металу, Б - киплячий
флюс видаляє оксиди, В - основний
метал в контакті з розплавленим флюсом,
Г - заміщення розплавленого флюсу рідким
припоєм, Д -
взаємодія
припою з
основним
металом, Е - затверділий припой
Таблиця 3.6.
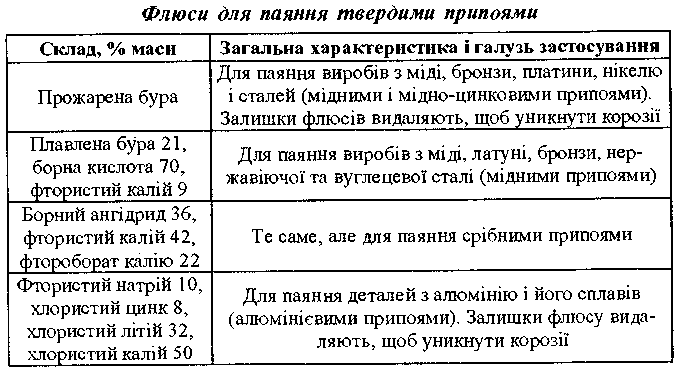
За паяння міді, латуні і бронз легкоплавкими припоями на свинцевій основі застосовують каніфоль, розчин каніфолі в етиловому спирті та інші сполуки на її основі. Оскільки каніфоль є слабоактивним флюсом, то перед її нанесенням поверхні металів, які спаюють, старанно зачищають. За паяння тугоплавкими припоями каніфоль та інші флюси, які розкладаються за високих температур, застосовувати не можна. Для високотемпературного паяння сталі, міді та мідних сплавів використовують буру Na2B4О7 і її суміш з борною кислотою Н3ВО3. Для паяння алюмінію в якості флюсів використовують особливо активні речовини - сполуки на основі хлористого літію, фтористого натрію, хлористого цинку і хлористого калію. Температура плавлення твердого флюсу повинна бути нижчою від температури плавлення припою, а температура паяння - меншою від температури термічного розпаду флюсу. Залишки флюсу виводять промиванням швів гарячою водою за допомогою щіток.