

1.5.2. Компенсаторы
Для защиты трубопровода от дополнительных нагрузок, возникающих при пуске и остановке технологического процесса, его проектируют и конструктивно выполняют так, чтобы он мог свободно удлиняться при нагревании и укорачиваться при охлаждении без перенапряжения материала. В промышленности для решения данных задач применяют компенсаторы. Компенсирующая способность их зависит от конструкции.
Внутрицеховые трубопроводы, имеющие сложную конфигурацию, обладают самокомпенсирующей способностью. Самокомпенсация осуществляется благодаря тому, что в линии трубопровода, кроме прямых участков между неподвижными опорами, имеются повороты или изгибы (отводы) (рис.1.15.).
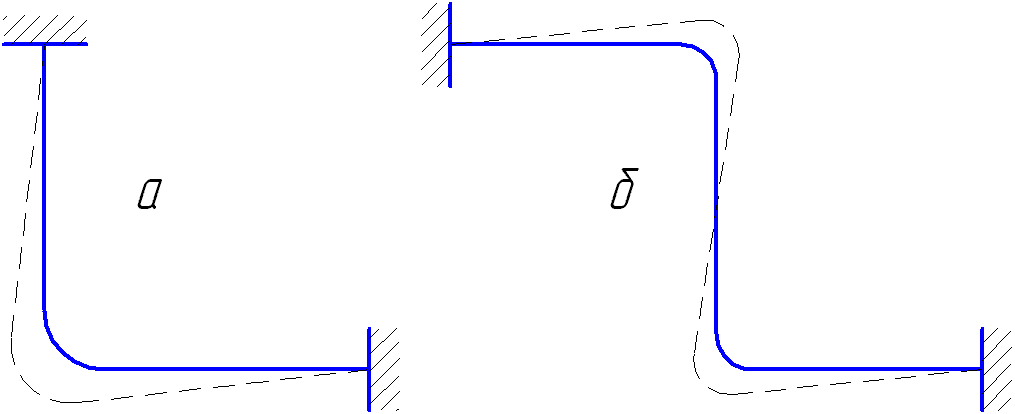
Рис. 1.15. Участки трубопровода с самокомпенсацией:
а – Г-образный; б – Z-образный
Различают гнутые (рис.1.16.), сальниковые (рис.1.17.), линзовые (рис.1.18.) и волнистые (рис.1.19.,1.20.) компенсаторы.
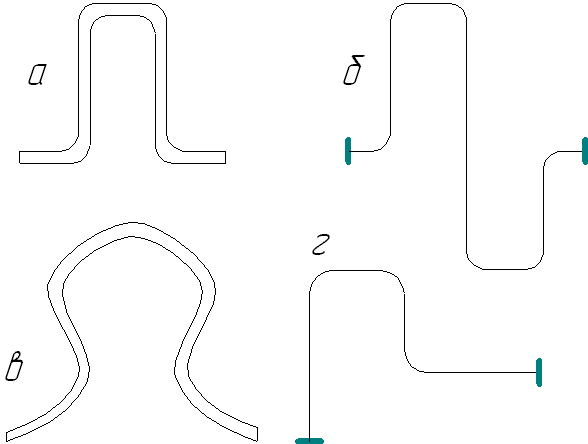
Рис. 1.16. Гнутые компенсаторы трубопроводов:
а – П-образный; б – двойной; в – лирообразный; г – угловой
Преимущества таких компенсаторов (см. рис.1.16.) - простота изготовления и удобство эксплуатации; недостатки - повышенное гидравлическое сопротивление, большой расход труб, значительные размеры и необходимость сооружения дополнительных опорных конструкций.
Сальниковые компенсаторы (рис.1.17.) представляют собой трубу 1, вставленную в корпус 4. В зазоре между ними установлено уплотнительное кольцо 3 с грундбуксой 2. Сальниковые компенсаторы изготовляют на давление до 1,6 МПа, температуру до 300 °С и условный диаметр от 100 до 1000 мм. Сальниковые компенсаторы отличаются высокой компенсирующей способностью, небольшими размерами. Однако из-за трудности герметизации сальниковых уплотнений в технологических трубопроводах их применяют редко, а для трубопроводов горючих, токсичных и сжиженных газов их использование не допускается.
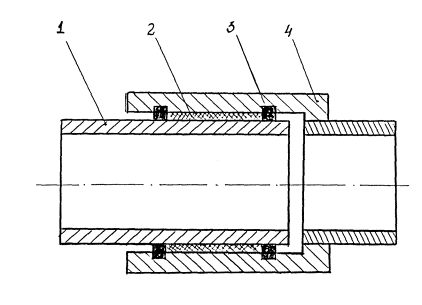
Рис. 1.17. Сальниковый компенсатор: 1 - труба; 2 - грундбукса;
3 - уплотнительное кольцо; 4 - корпус компенсатора
Линзовые компенсаторы (рис. 1.18. а) состоят из нескольких последовательно включенных в трубопровод линз. Линза сварной конструкции состоит из двух тонкостенных стальных штампованных полулинз 1 и благодаря своей форме легко сжимается. Число линз компенсатора выбирают в зависимости от его необходимой компенсирующей способности. Чаще всего применяют компенсаторы, состоящие из трех или четырех линз. Чтобы уменьшить сопротивление движению рабочей среды, внутри компенсатора помещают стаканы 3 (рис. 1.18. б). Компенсаторы со стаканами используют на прямых участках трубопроводов для восприятия только осевых нагрузок, а компенсаторы без стаканов применяют в тех случаях, когда они работают в качестве шарниров. На горизонтальных участках трубопроводов компенсаторы устанавливают с дренажными штуцерами 2, которые вваривают в нижних точках каждой линзы. Для восприятия распорных усилий, возникающих в трубопроводах, приваривают стяжки 5 (рис. 1.18. в). Линзовые компенсаторы применяют на Ру до 2,5 МПа для трубопроводов Ду от 100 до 1600 мм, транспортирующих неагрессивные и малоагрессивные вещества. Преимущества линзовых компенсаторов по сравнению с гнутыми - небольшие размеры и масса; недостатки - небольшие допускаемые давления, малая компенсирующая способность и большие распорные усилия, передаваемые на неподвижные опоры.
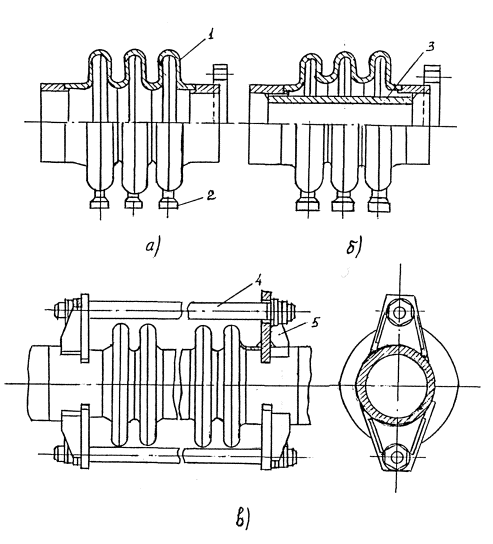
Рис. 1.18. Линзовые компенсаторы: а - трехлинзовый без стакана, б - трехлинзовый со стаканом, в - сдвоенный со стяжкой; 1 - полулинза, 2 - штуцер, 3 - стакан, 4 - тяга, 5 - стяжка
Волнистые компенсаторы (рис.1.19., 1.20.) - наиболее совершенные устройства, обладающие большой компенсирующей способностью и небольшими габаритами. Основная отличительная особенность волнистых компенсаторов по сравнению с линзовыми - гибкий элемент, представляющий собой эластичную и прочную гофрированную оболочку. Гибкий элемент в зависимости от направления нагрузки, прикладываемой к его концам, получает деформации различного характера: сжатие, растяжение, изгиб, смещение оси.
Волнистые компенсаторы предназначены для работы при температуре от -70 до +700 °С на Р до 6,3 МПа. Применение волнистых компенсаторов вместо гнутых сокращает расход труб и тепловой изоляции на 15...25 %, снижает гидравлическое сопротивление и уменьшает количество опор и опорных конструкций, поддерживающих трубопровод. По сравнению с линзовыми компенсаторами волнистые имеют более широкий диапазон допускаемых давлений, большую компенсирующую способность и значительно меньшие продольные усилия, передаваемые на неподвижные опоры.
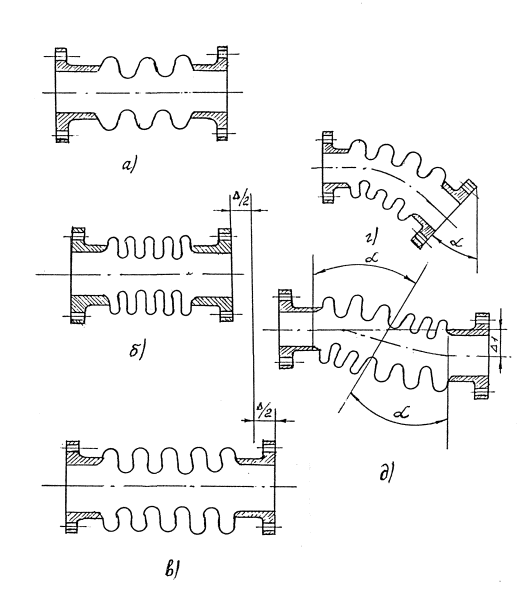
Рис. 1.19. Схемы деформации гибкого элемента волнистого компенсатора: а - начальное положение; б - сжатие по продольной оси; в - растяжение по продольной оси; г - изгиб под углом; д - смещение продольной оси при параллельности плоскостей
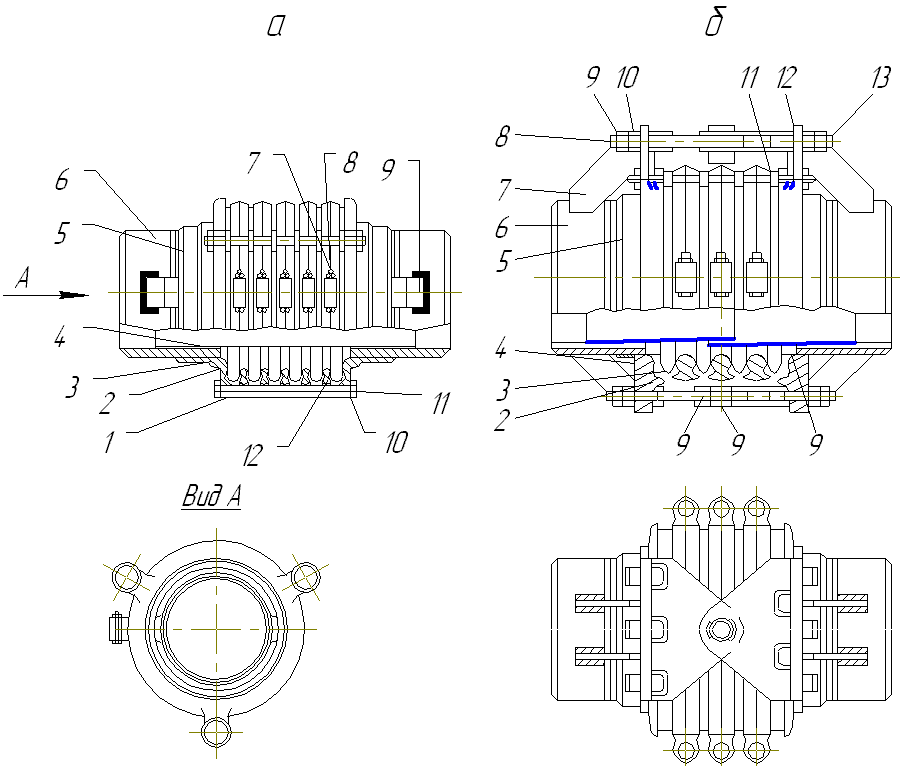
Рис. 1.20. Волнистые компенсаторы серийного выпуска:
а) освой (КЗО); 1 – подставка; 2 – опорные кольца; 3 – гибкий элемент (эластичная гофрированная оболочка хромоникелевой стали); 4 – направляющая обечайка; 5 – бандажные кольца;
6 – патрубки; привариваемые к трубам; 7 и 8 – соответственно болт и гайка для крепления полуколец; 9 – накладка
10 и 11 – гайка и шпилька подставок; 12 – ограничительные полукольца;
б) универсальный (КВУ); 1 – шарниры; 2 – ограничительные полукольца; 3 – гофрированный гибкий элемент; 4 – опорные кольца; 5 – бандажные кольца; 6 – патрубки; 7 – усилительные ребра; 8 – шпилька; 9, 10 – гайки; 11 – приставки; 12 – гайки;
13 – шпильки; 14 – цилиндрическая обечайка;
15 – коническая обечайка